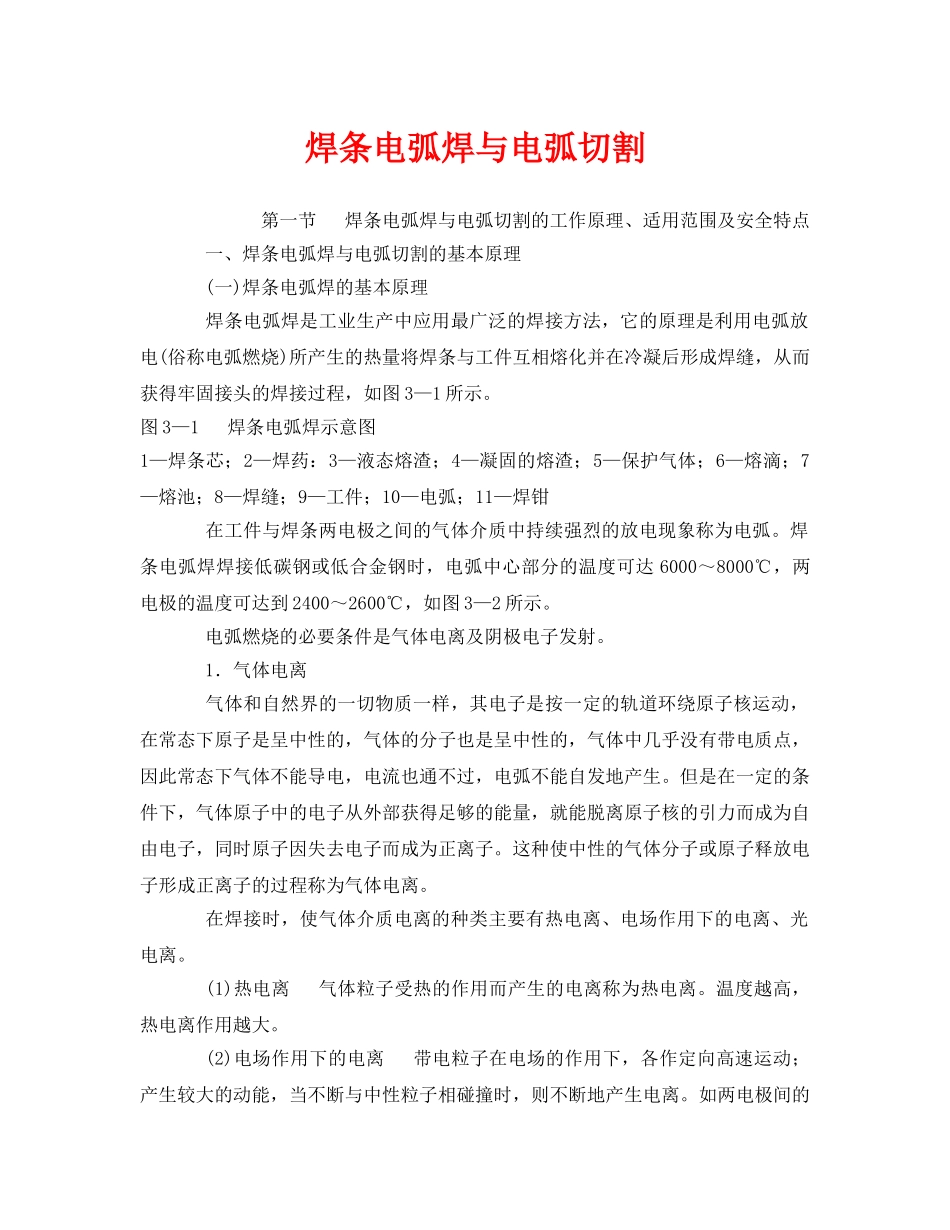
焊条电弧焊与电弧切割第一节焊条电弧焊与电弧切割的工作原理、适用范围及安全特点一、焊条电弧焊与电弧切割的基本原理(一)焊条电弧焊的基本原理焊条电弧焊是工业生产中应用最广泛的焊接方法,它的原理是利用电弧放电(俗称电弧燃烧)所产生的热量将焊条与工件互相熔化并在冷凝后形成焊缝,从而获得牢固接头的焊接过程,如图3—1所示
图3—1焊条电弧焊示意图1—焊条芯;2—焊药:3—液态熔渣;4—凝固的熔渣;5—保护气体;6—熔滴;7—熔池;8—焊缝;9—工件;10—电弧;11—焊钳在工件与焊条两电极之间的气体介质中持续强烈的放电现象称为电弧
焊条电弧焊焊接低碳钢或低合金钢时,电弧中心部分的温度可达6000~8000℃,两电极的温度可达到2400~2600℃,如图3—2所示
电弧燃烧的必要条件是气体电离及阴极电子发射
1.气体电离气体和自然界的一切物质一样,其电子是按一定的轨道环绕原子核运动,在常态下原子是呈中性的,气体的分子也是呈中性的,气体中几乎没有带电质点,因此常态下气体不能导电,电流也通不过,电弧不能自发地产生
但是在一定的条件下,气体原子中的电子从外部获得足够的能量,就能脱离原子核的引力而成为自由电子,同时原子因失去电子而成为正离子
这种使中性的气体分子或原子释放电子形成正离子的过程称为气体电离
在焊接时,使气体介质电离的种类主要有热电离、电场作用下的电离、光电离
(1)热电离气体粒子受热的作用而产生的电离称为热电离
温度越高,热电离作用越大
(2)电场作用下的电离带电粒子在电场的作用下,各作定向高速运动;产生较大的动能,当不断与中性粒子相碰撞时,则不断地产生电离
如两电极间的电压越高,电场作用越大,则电离作用越强烈
(3)光电离中性粒子在光辐射的作用下产生的电离,称为光电离
2.阴极电子发射阴极的金属表面连续地向外发射出电子的现象,称为阴极电子发射
焊接时,气体的电离是产生电弧的重要