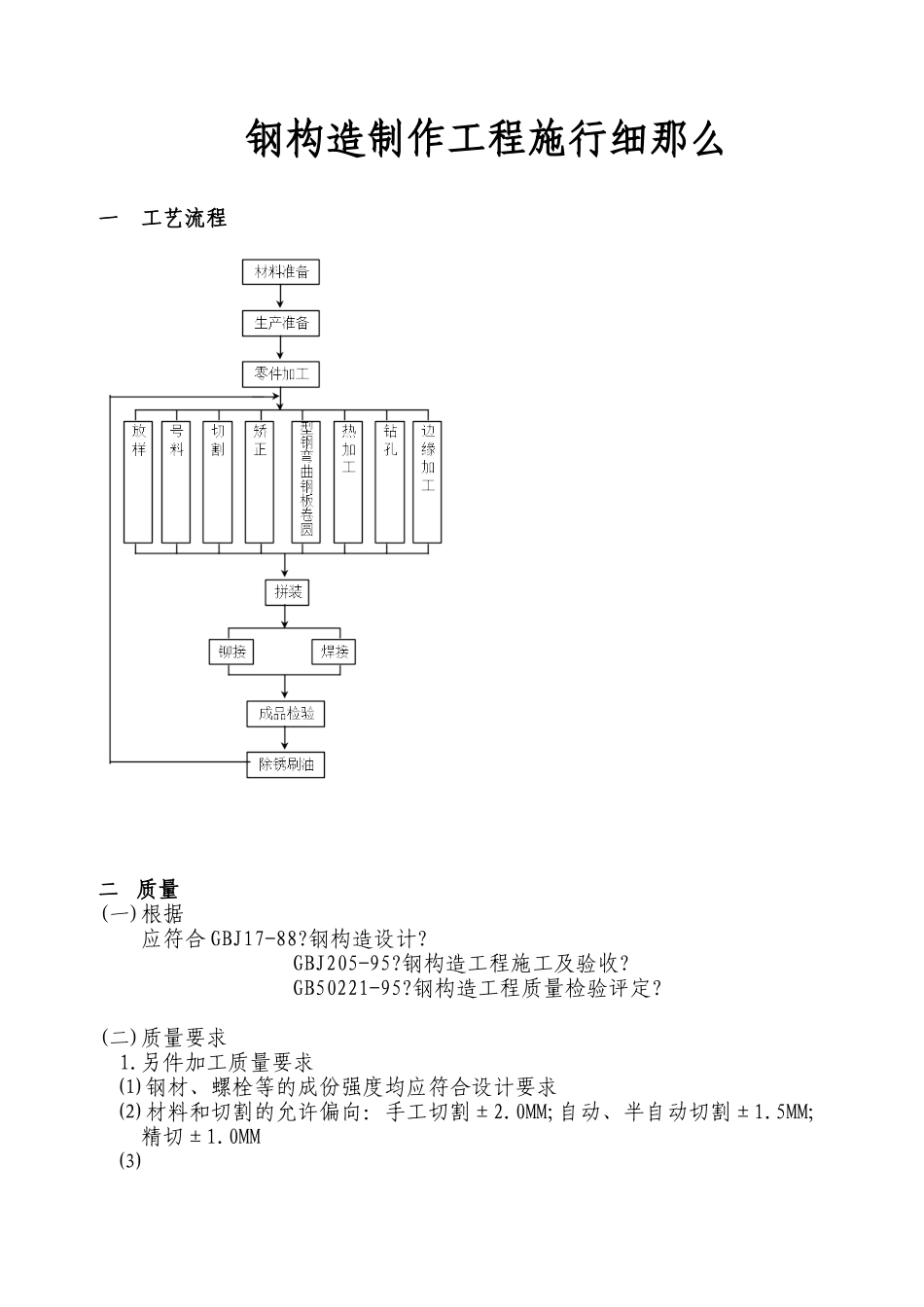
钢构造制作工程施行细那么一工艺流程二质量(一)根据应符合GBJ17-88
GBJ205-95
钢构造工程施工及验收
GB50221-95
钢构造工程质量检验评定
(二)质量要求1
另件加工质量要求⑴钢材、螺栓等的成份强度均应符合设计要求⑵材料和切割的允许偏向:手工切割±2
0MM;自动、半自动切割±1
5MM;精切±1
0MM⑶⑷铆接连接组装的板迭应夹紧0
3MM塞尺塞入深度不得大于20MM,磨光顶面接触部位应有75的面积贴紧,0
3MM塞尺塞入面积之和不得大于总面积的25
边缘间隙不大于0
8MM,模架及按大样组装的构件,轴线交点的允许偏向不大于3
0MM⑸制孔精度为H12,高强螺栓,半圆头铆钉精度应有H14(H15),制孔尺寸允许偏向成孔后二孔间距允许偏向应满足下表:项次工程≤500750-1200>1200-3000>3000(1)同一组内相±0
7邻二孔间(2)同一组内任±1
2意二孔间(3)相邻两组的±1
0端孔间⑹摩擦面加工处理后摩擦系数应符合设计要求出厂要复验摩擦系数〔3组〕⑺除锈涂层要求漆膜总厚度:室外125-175μM,室内100-150μM2
钢构件拼装的质量要求主要控制流水段拼装质量⑴钢柱制作及检验重点按以下流程⑵钢梁制作及检验重点按以下流程三风险分析钢构造制作质量主要由三方面构成一是钢材焊条等材质是否符合设计的要求如钢种原设计按A3钢施工时由于缺料而以合金钢代替但又未按合金钢的要求施焊那么要发生焊缝开裂等严重后果;二是加工工艺如对接焊时的厚钢板施焊前未认真开坡口时那么必定发生未焊透的不允许出现的缺陷造成返工和质量隐患因此必须严格按工艺流程进展加工;三是拼装质量拼装是在放样材料精加工等的最后一道工序是其质量成果的结晶尽前二条均已到位但如不重视拼装质量或不遵守拼装程序会使拼接成的柱、梁等构件变形严重难以矫正或降