钢筋手工电弧焊工艺(411-1996)范围本工艺适用于工业与民用建筑的钢筋及埋件手工电弧焊
1材料及主要机具:钢筋电弧焊使用的焊条牌表4-14项次钢筋级别搭接焊、帮条焊坡口焊1Ⅰ级E4303E4303E43032Ⅱ级E4303E4303E50033Ⅲ级E5003E5003E55034Ⅰ、Ⅱ级与钢板焊接E4303注:不含25MnSi钢筋
2作业条件:操作工艺3
1工艺流程:检查设备→选择焊接参数→试焊作模拟试件→送试→确定焊接参数→施焊→质量检验3
2检查电源、焊机及工具
焊接地线应与钢筋接触良好防止因起弧而烧伤钢筋
3选择焊接参数
根据钢筋级别、直径、接头型式和焊接位置选择适宜的焊条直径、焊接层数和焊接电流保证焊缝与钢筋熔合良好
4试焊、做模拟试件
在每批钢筋正式焊接前应焊接3个模拟试件做拉力试验经试验合格后方可按确定的焊接参数成批消费
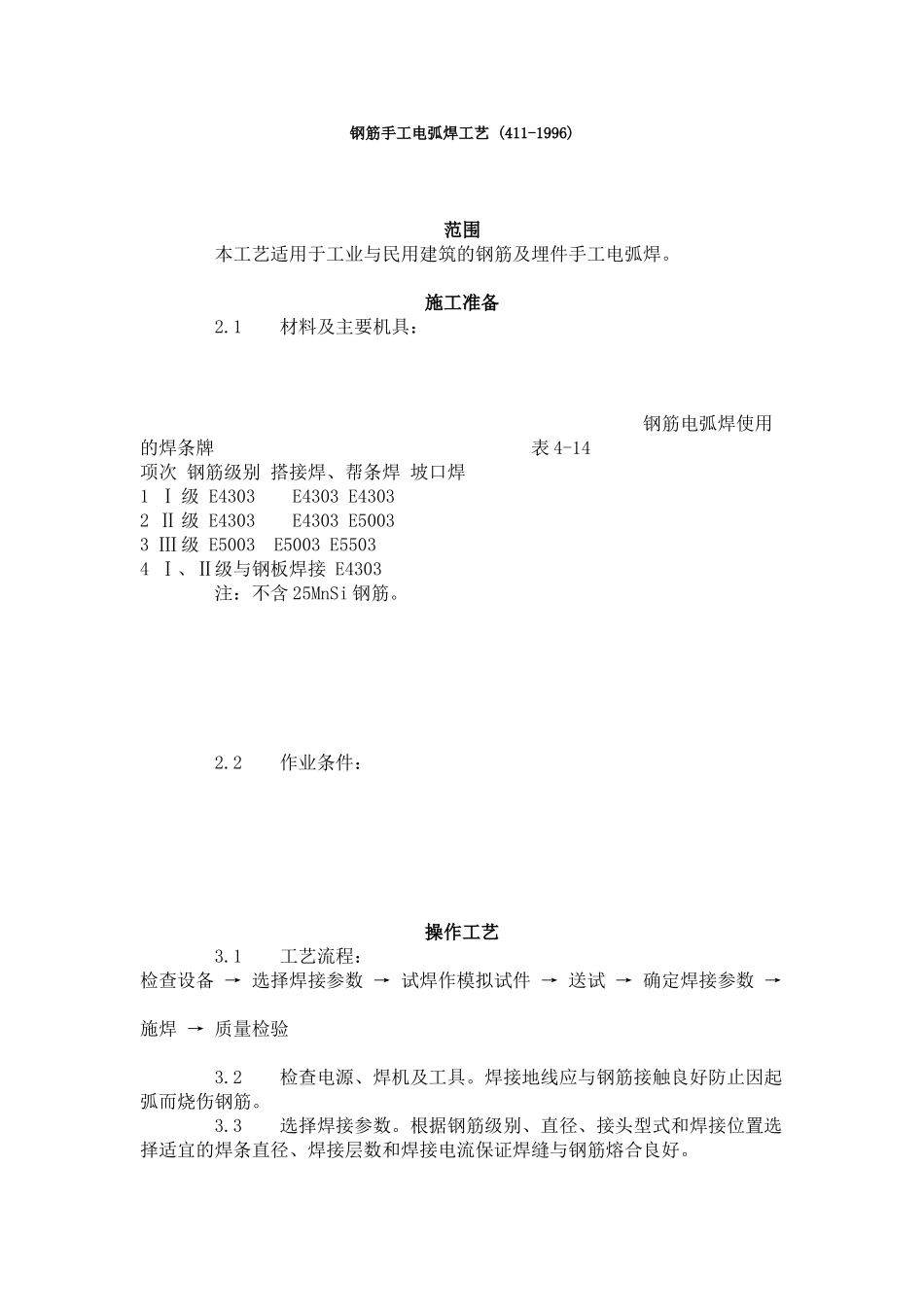
5施焊操作:图4-27钢筋帮焊接头帮条宜采用与主筋同级别、同直径的钢筋制作其帮条长度l见表4-15
如帮条级别与主筋一样时帮条的直径可以比主筋直径小一个规格
如帮条直径与主筋一样时帮条钢筋可比主筋低一个级别
钢筋帮条长度表4-15项次钢筋级别焊缝型式帮条长度l单面焊双面焊≥8d≥4d单面焊双面焊≥10d≥5d注:d为主筋直径
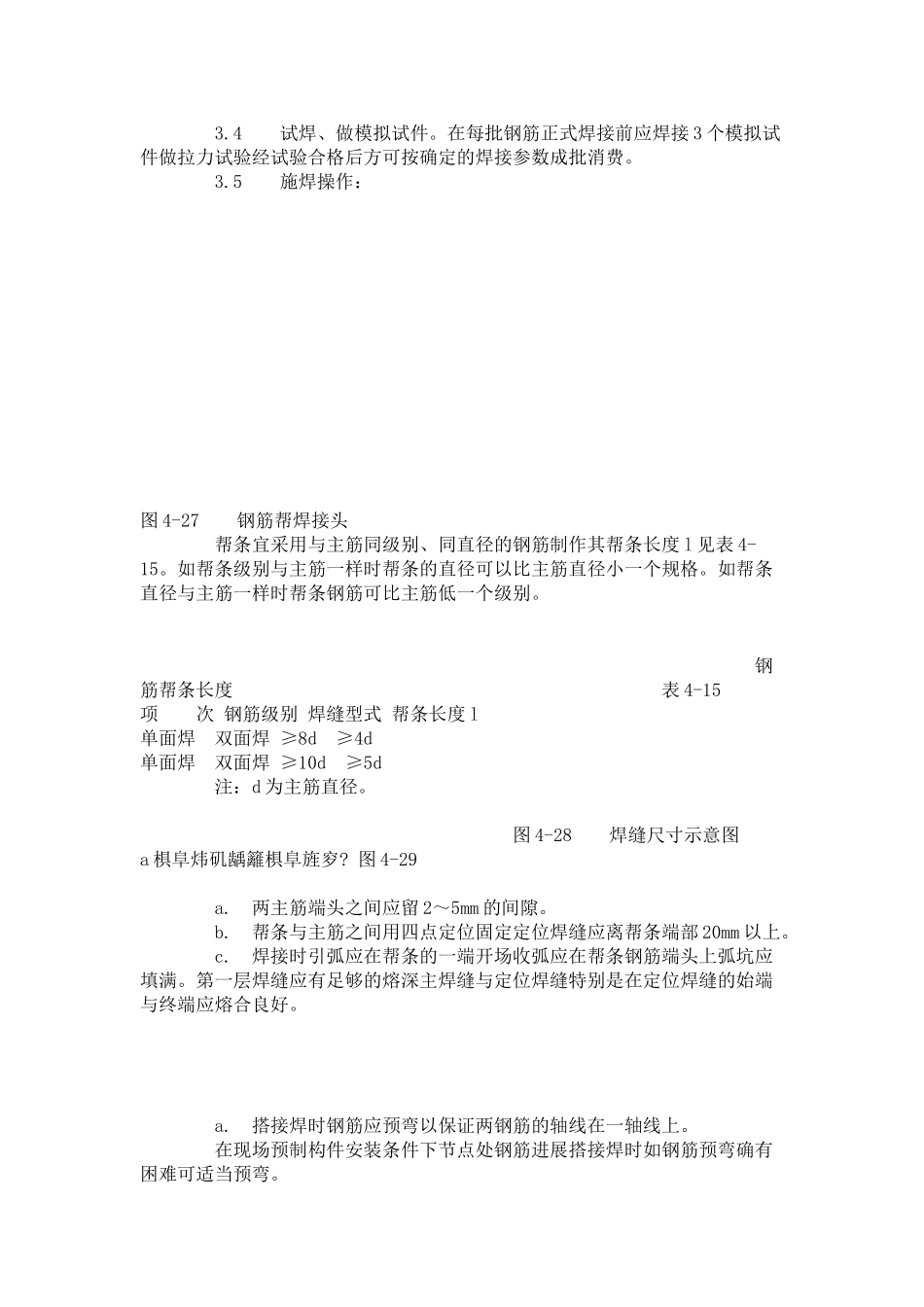
图4-28焊缝尺寸示意图a椇阜炜矶龋籬椇阜旌穸
图4-29a
两主筋端头之间应留2~5mm的间隙
帮条与主筋之间用四点定位固定定位焊缝应离帮条端部20mm以上
焊接时引弧应在帮条的一端开场收弧应在帮条钢筋端头上弧坑应填满
第一层焊缝应有足够的熔深主焊缝与定位焊缝特别是在定位焊缝的始端与终端应熔合良好
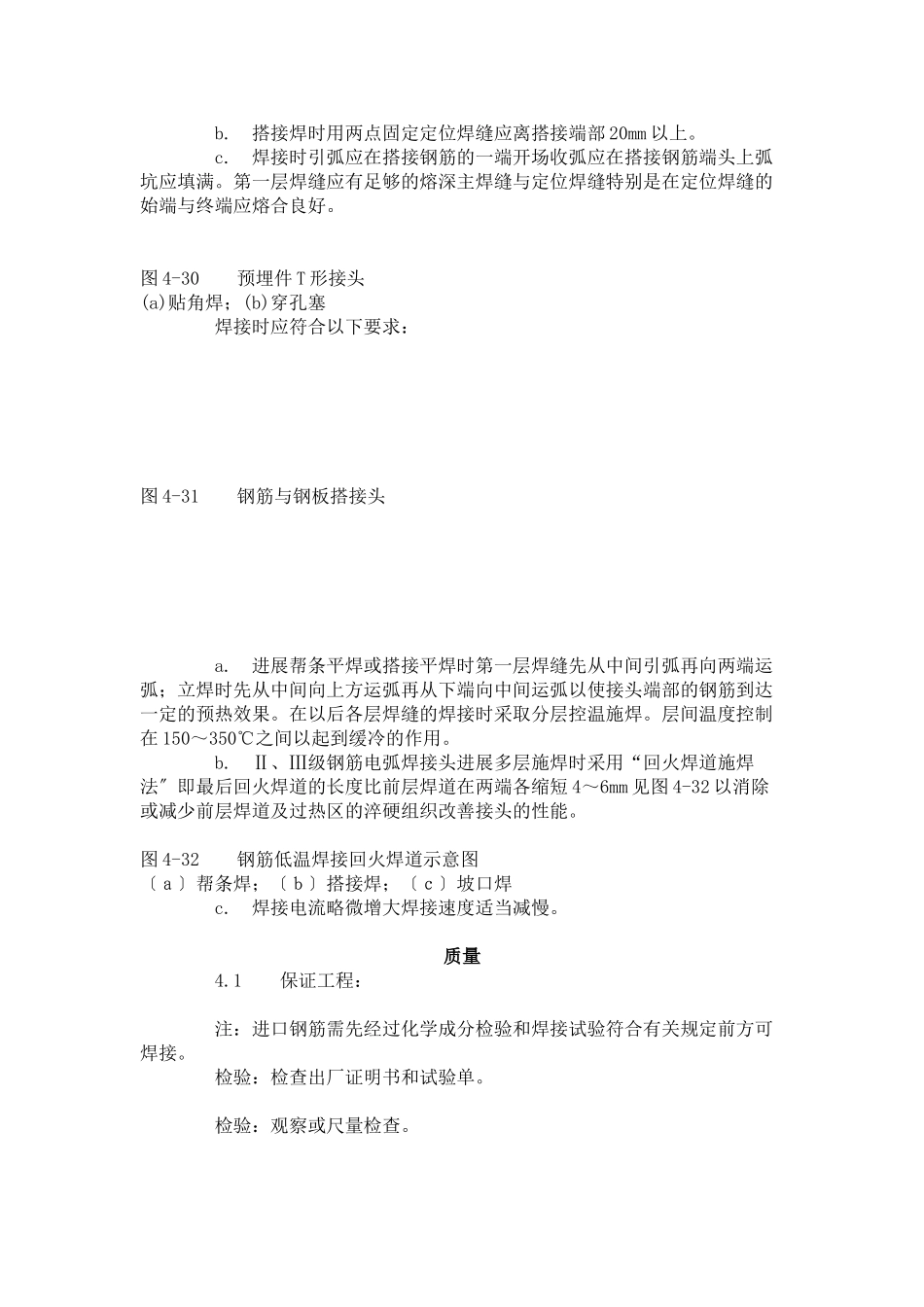
搭接焊时钢筋应预弯以保证两钢筋的轴线在一轴线上
在现场预制构件安装条件下节点处钢筋进展搭接焊时如钢筋预弯确有困难可适当预弯
搭接焊时用两点固定定位焊缝应离搭接端部20mm以上