化繁为简事半功倍——数控车床多刀对刀实习教学优化初探及其他广东梅州齿轮厂技工分校黄周祥2005年6月27日12345678910111213141516xoZ化繁为简事半功倍——数控车床多刀对刀实习教学优化初探及其他梅州齿轮厂技工分校黄周祥【内容提要】数控车床对刀实习教学是个难点
本文就此环节教学过程的优化处理及其相关的一些问题,试作初步探讨
文中并提出一种高效而简单的多刀对刀方法
【关键词】数控车床实操刀具偏差补偿分轴集中对刀一、相关背景介绍用手动试切法对数控车床多把车刀进行对刀及刀具偏差补偿,一直被公认为是十分棘手而又仍在广泛使用的操作方法
对于技校数控班的学生及其实习指导老师而言,属于一个困难程度较高的教学难点
数控车床在车削零件过程中,往往要用多把车刀
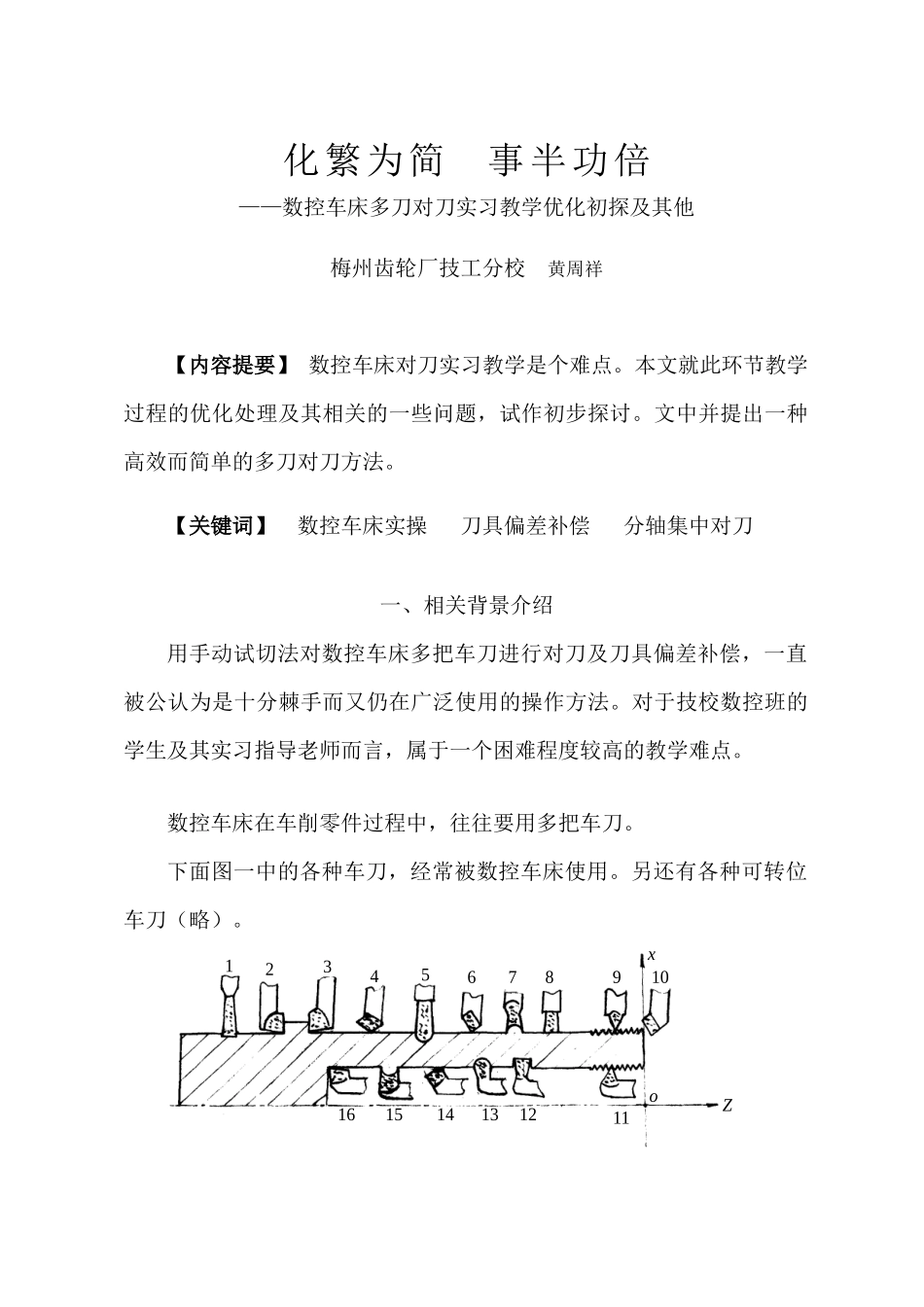
下面图一中的各种车刀,经常被数控车床使用
另还有各种可转位车刀(略)
图一中,1、切断刀;2、90°右偏刀;3、90°左偏刀;4、弯头车刀;5、凹圆弧成形车刀;6、直头车刀;7、凸圆弧成形车刀;8、宽刃精车刀;9、外螺纹车刀;10、端面车刀;11、内螺纹车刀;12、内槽车刀;13、内凹R槽成形车刀;14、通孔车刀;15、内凸R台成形车刀;16、盲孔车刀
如果把上述车刀中的任何一把装到数控车床上,不经过对刀就调用的话,立刻就会产生撞刀、撞工件,甚至损毁机床的危险
没经过对刀及刀具偏差补偿这道操作环节,数控车床的车削加工将是“无米之炊
”在参观数控车床师傅工作过程中,同学们都对如下内容留下深刻印象:1、有一道工序,由机床启动到零件加工完毕,时间仅用6秒钟
2、在加工过程中,师傅发现零件外圆尺寸大了0
02毫米(一根头发丝的外圆直径约为0
07毫米),立刻停下机床,调出刀具偏差补偿数据U值进行修改,令相应的车刀在车削该外圆原尺寸的基础上,再增加0
01毫米的切削深度
3、无论是操作几十万元一台的外国数控车床,还是操作仅仅配