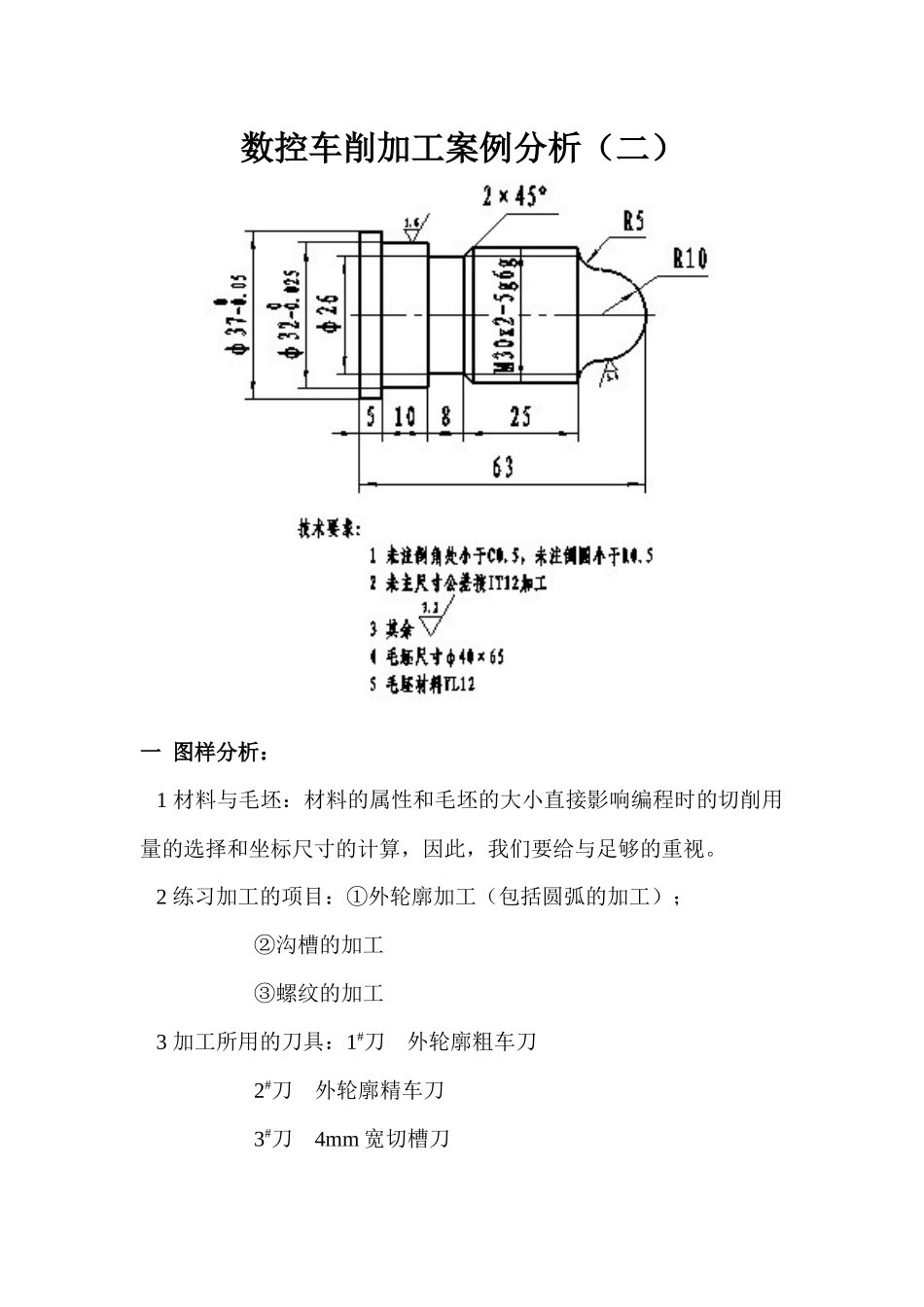
数控车削加工案例分析(二)一图样分析:1材料与毛坯:材料的属性和毛坯的大小直接影响编程时的切削用量的选择和坐标尺寸的计算,因此,我们要给与足够的重视
2练习加工的项目:①外轮廓加工(包括圆弧的加工);②沟槽的加工③螺纹的加工3加工所用的刀具:1#刀外轮廓粗车刀2#刀外轮廓精车刀3#刀4mm宽切槽刀4#刀600螺纹车刀4技术要求:注意未注倒角、未注公差、未注表面粗糙度的要求5加工工序卡工步内容刀号刀具规格刀尖半径(mm)主轴转速(r/min)进给速度(mm/min)吃刀深度(mm)1粗车外轮廓1#刀900左偏刀0
480015022精车外轮廓2#刀930左偏刀0
215001000
53车沟槽3#刀4mm0
1400804车螺纹4#刀600螺纹车刀0
25005检验6最终结果二手工编写程序:要求:1外轮廓的粗精加工使用G71\G70指令;2编制倒角程序;3计算牙型高度并使用G92螺纹固定循环指令三程序的输入与修改:把编写好的程序输入到机床中,熟练掌握用操作面板输入程序
四程序的校验:利用机床上的图形模拟功能校验程序,掌握定义毛坯、判断图形
五对刀操作:对刀操作是数控机床学习中的重点,将重点讲述
六零件的加工:1空运行、2单段运行、3自动运行七工件的检验:尺寸精度的控制方法:1修改程序、2偏移坐标系、3修改刀补值