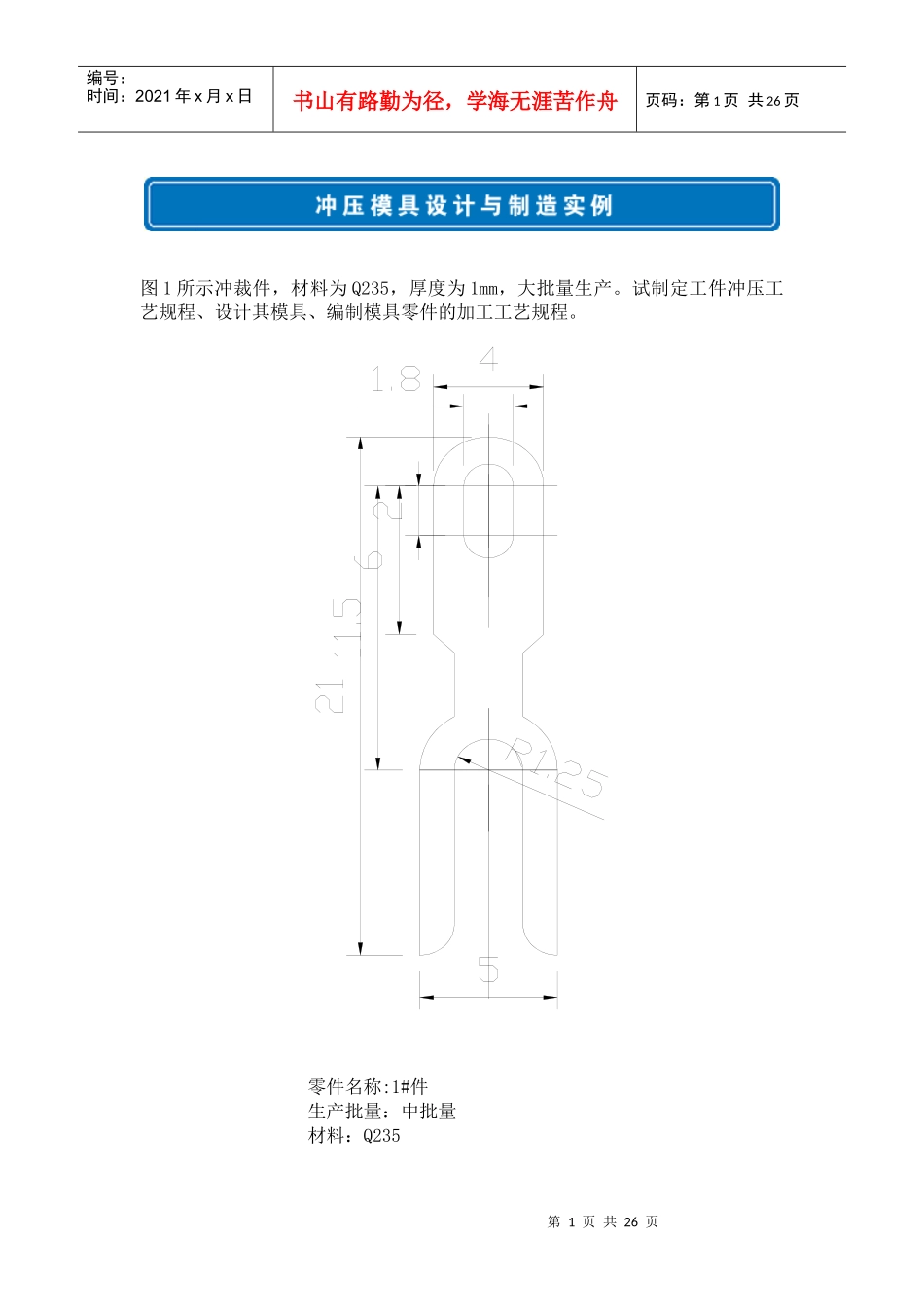
第1页共26页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共26页图1所示冲裁件,材料为Q235,厚度为1mm,大批量生产
试制定工件冲压工艺规程、设计其模具、编制模具零件的加工工艺规程
零件名称:1#件生产批量:中批量材料:Q235第2页共26页第1页共26页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共26页1
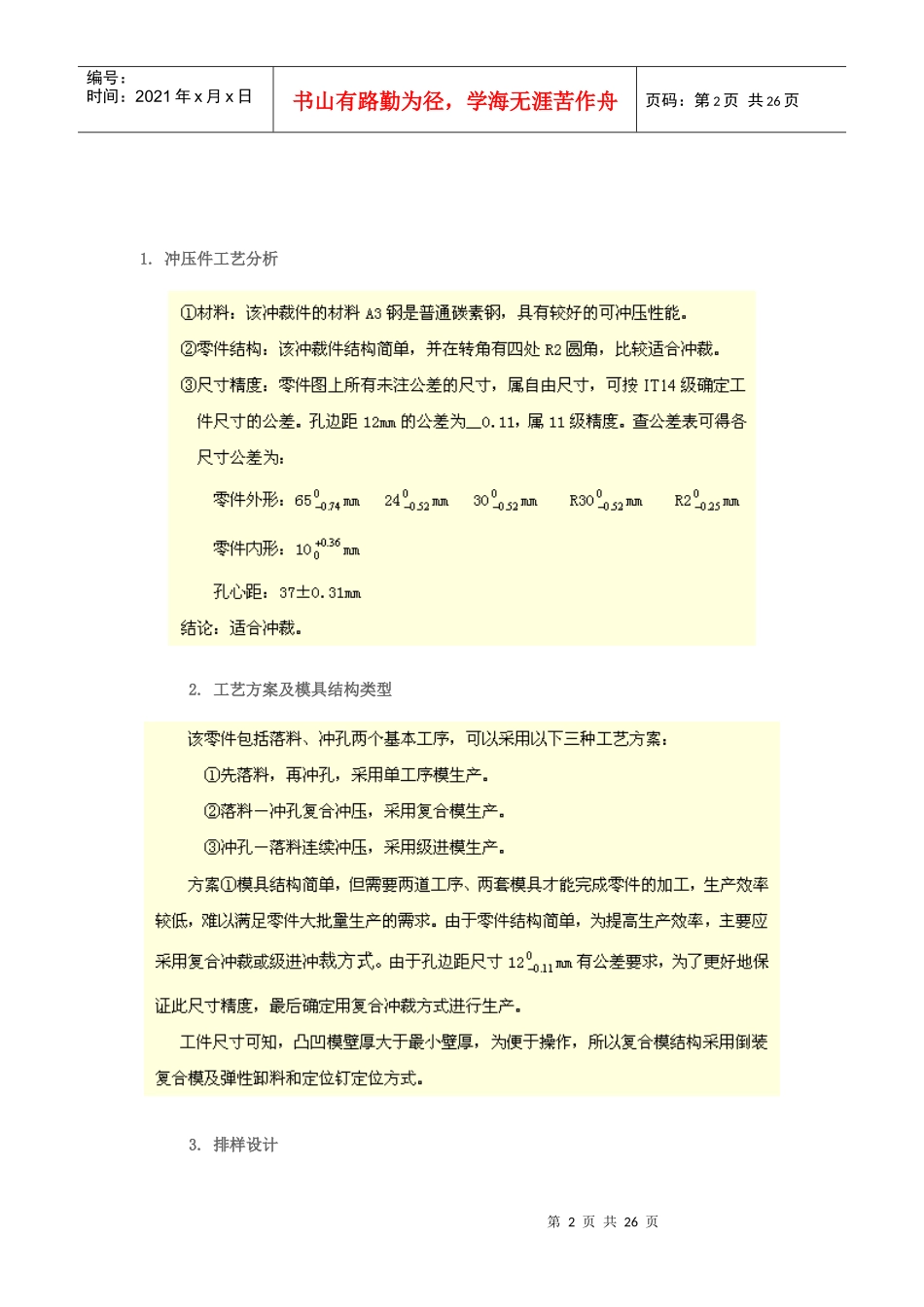
冲压件工艺分析2
工艺方案及模具结构类型3
排样设计第3页共26页第2页共26页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共26页4.冲压力与压力中心计算第4页共26页第3页共26页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共26页工件如图找到坐标计算得24*12+60*0+24*12+14
5*24+38
5*24+31
4*12+31
4*12Y=——————————————————————————————=2
524+60+24+14
3第5页共26页第4页共26页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共26页5.工作零件刃口尺寸计算落料部分以落料凹模为基准计算,落料凸模按间隙值配制;冲孔部分以冲孔凸模为基准计算,冲孔凹模按间隙值配制
既以落料凹模、冲孔凸模为基准,凸凹模按间隙值配制
刃口尺寸计算见表1
表1刃口尺寸计算第6页共26页第5页共26页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第6页共26页第7页共26页第6页共26页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第7页共26页6.工作零件结构尺寸第8页共26页第7页共26页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟