附件3:制动梁磁粉探伤机检修维护标准2日常维护标准2
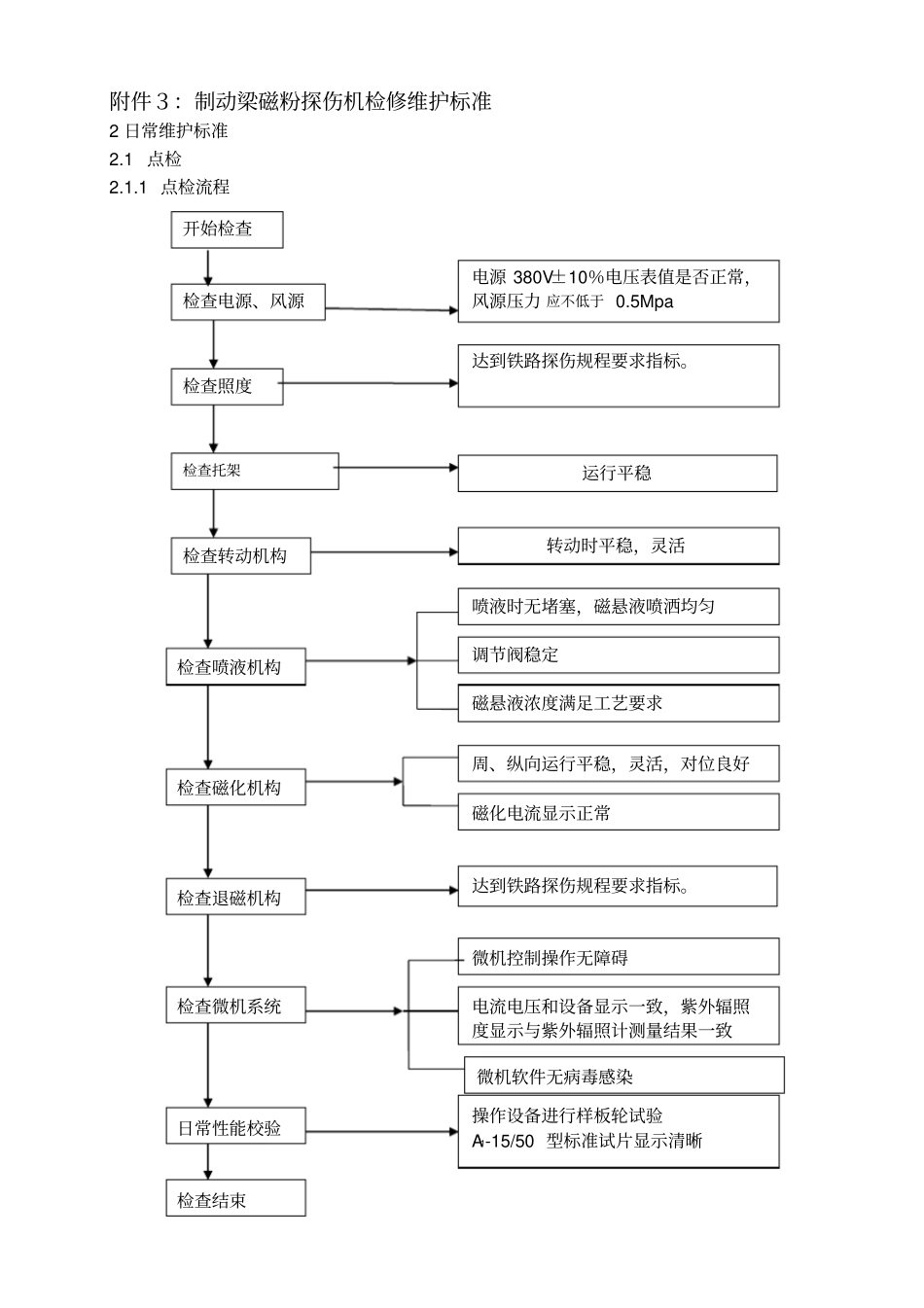
1点检流程开始检查电源380V±10%电压表值是否正常,风源压力应不低于0
5Mpa检查电源、风源检查照度检查托架日常性能校验检查退磁机构转动时平稳,灵活达到铁路探伤规程要求指标
运行平稳检查结束喷液时无堵塞,磁悬液喷洒均匀磁化电流显示正常操作设备进行样板轮试验A1-15/50型标准试片显示清晰调节阀稳定微机软件无病毒感染微机控制操作无障碍达到铁路探伤规程要求指标
周、纵向运行平稳,灵活,对位良好电流电压和设备显示一致,紫外辐照度显示与紫外辐照计测量结果一致检查转动机构检查喷液机构检查磁化机构检查微机系统磁悬液浓度满足工艺要求2
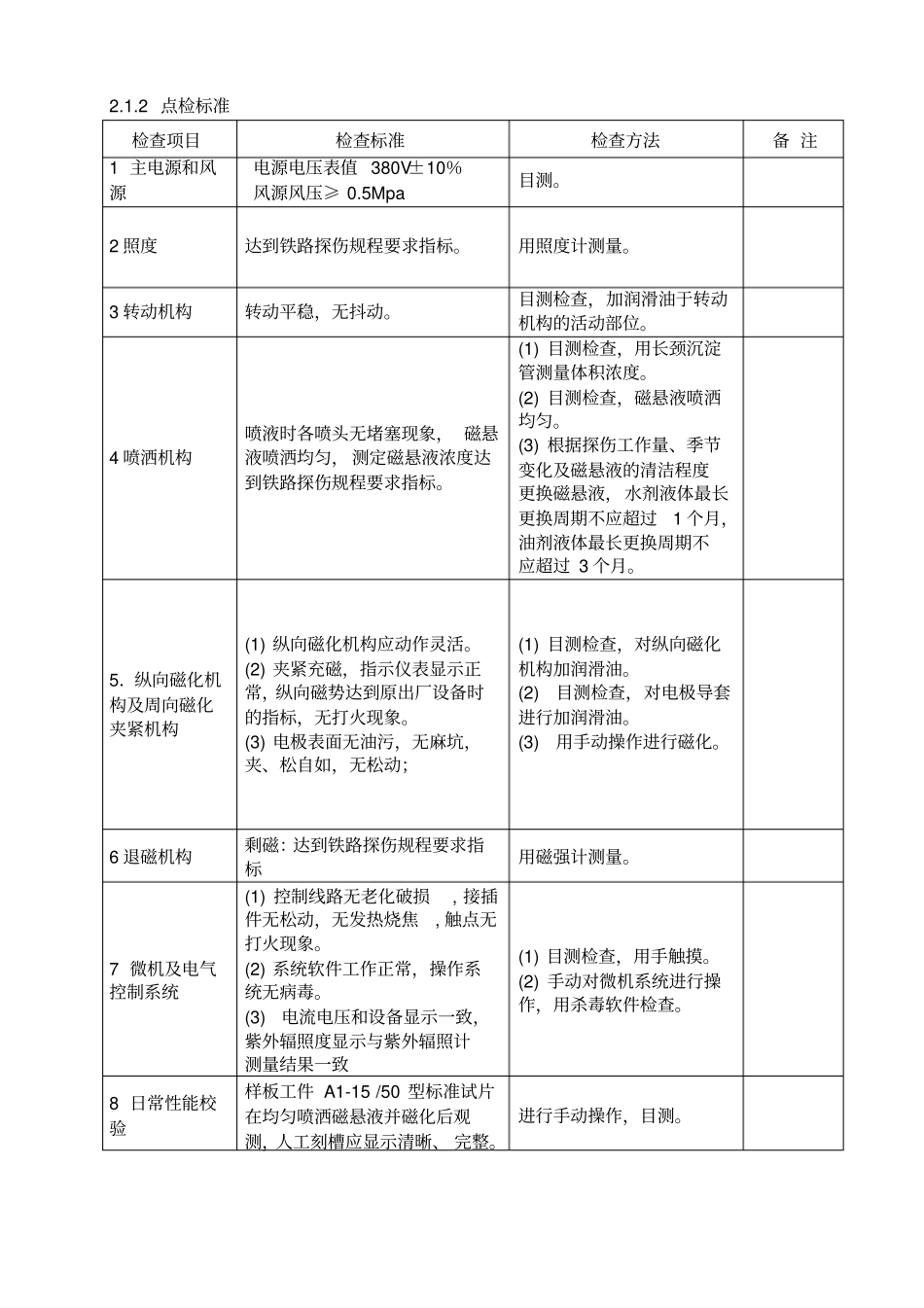
2点检标准检查项目检查标准检查方法备注1主电源和风源电源电压表值380V±10%风源风压≥0
5Mpa目测
2照度达到铁路探伤规程要求指标
用照度计测量
3转动机构转动平稳,无抖动
目测检查,加润滑油于转动机构的活动部位
4喷洒机构喷液时各喷头无堵塞现象,磁悬液喷洒均匀,测定磁悬液浓度达到铁路探伤规程要求指标
(1)目测检查,用长颈沉淀管测量体积浓度
(2)目测检查,磁悬液喷洒均匀
(3)根据探伤工作量、季节变化及磁悬液的清洁程度更换磁悬液,水剂液体最长更换周期不应超过1个月,油剂液体最长更换周期不应超过3个月
5.纵向磁化机构及周向磁化夹紧机构(1)纵向磁化机构应动作灵活
(2)夹紧充磁,指示仪表显示正常,纵向磁势达到原出厂设备时的指标,无打火现象
(3)电极表面无油污,无麻坑,夹、松自如,无松动;(1)目测检查,对纵向磁化机构加润滑油
(2)目测检查,对电极导套进行加润滑油
(3)用手动操作进行磁化
6退磁机构剩磁:达到铁路探伤规程要求指标用磁强计测量
7微机及电气控制系统(1)控制线路无老化破损,接插件无松动,无发热烧焦,触点无打火现象
(2)系统软件工作正常,操作系统无