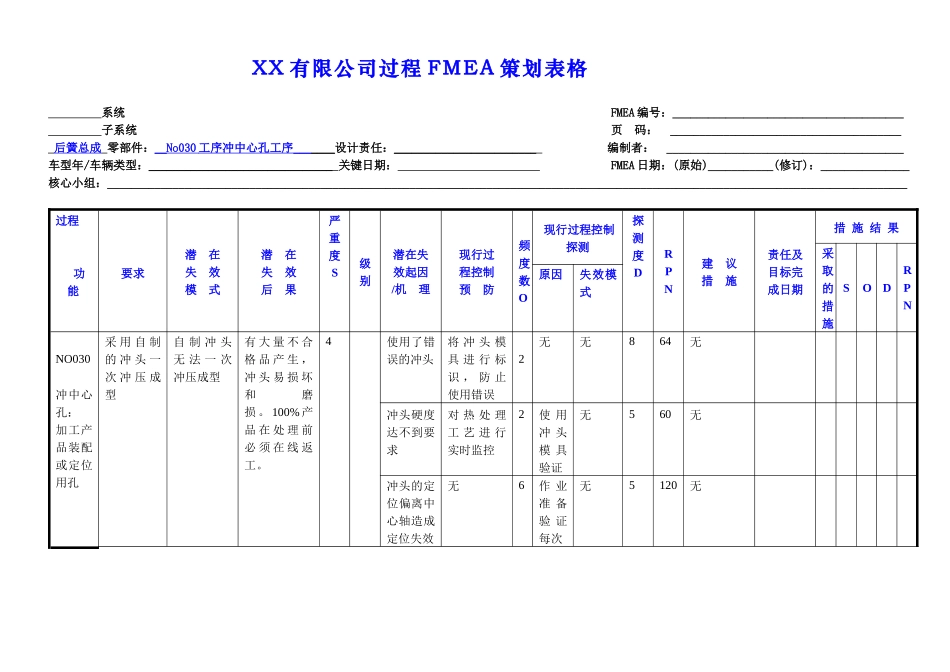
XX有限公司过程FMEA策划表格系统FMEA编号:_______________________________________子系统页码:_______________________________________后簧总成零部件:__No030工序冲中心孔工序_______设计责任:________________________编制者:________________________________________车型年/车辆类型:_______________________________关键日期:FMEA日期:(原始)___________(修订):_______________核心小组:_______________________________________________________________________________________________________________________________________过程功能要求潜在失效模式潜在失效后果严重度S级别潜在失效起因/机理现行过程控制预防频度数O现行过程控制探测探测度DRPN建议措施责任及目标完成日期措施结果采取的措施SODRPN原因失效模式NO030冲中心孔:加工产品装配或定位用孔采用自制的冲头一次冲压成型自制冲头无法一次冲压成型有大量不合格品产生,冲头易损坏和磨损
100%产品在处理前必须在线返工
4使用了错误的冲头将冲头模具进行标识,防止使用错误2无无864无冲头硬度达不到要求对热处理工艺进行实时监控2使用冲头模具验证无560无冲头的定位偏离中心轴造成定位失效无6作业准备验证每次无5120无冲压后的中心孔符合顾客图纸的要求冲压后尺寸孔径偏大后道工序无法装配
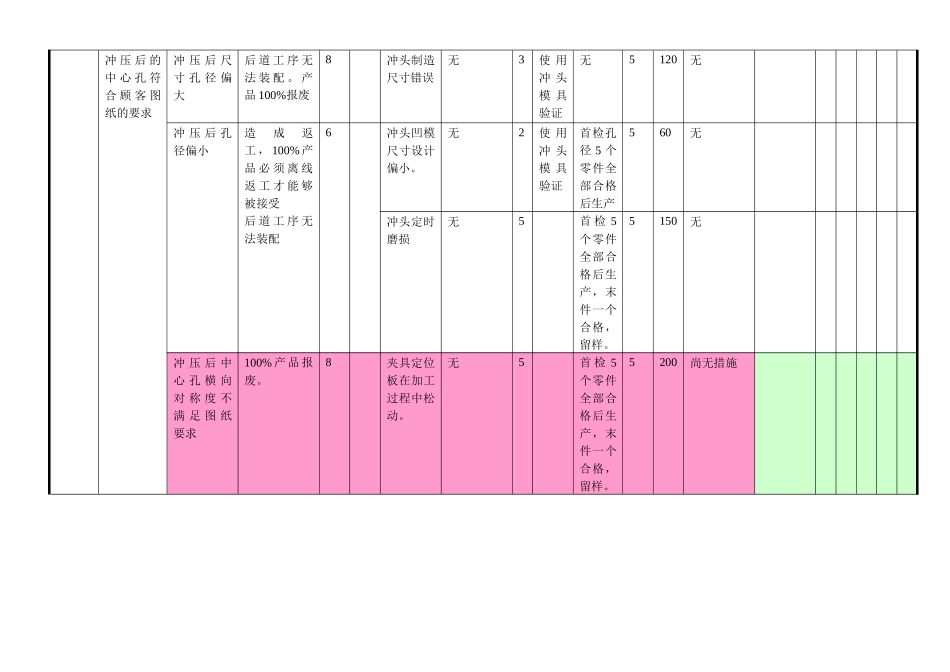
产品100%报废8冲头制造尺寸错误无3使用冲头模具验证无5120无冲压后孔径偏小造成返工,100%产品必