潜在失效模式及后果分析(PFMEA)项目名称:BABY—PHONE过程责任部门:涂装一厂FMEA编号:页码:第1页共8页关键日期:06
18FMEA日期(编制):06
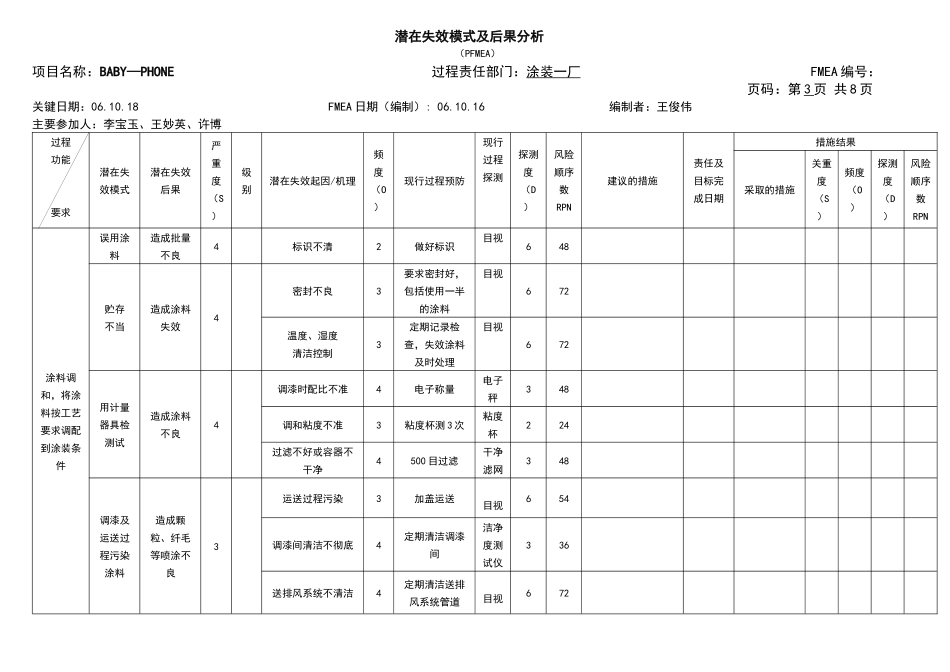
16编制者:王俊伟主要参加人:李宝玉、王妙英、许博过程功能要求潜在失效模式潜在失效后果严重度(S)级别潜在失效起因/机理频度(O)现行过程预防现行过程探测探测度(D)风险顺序数RPN建议的措施责任及目标完成日期措施结果采取的措施关重度(S)频度(O)探测度(D)风险顺序数RPN塑件来料检验塑件出现批量不良导致涂装喷涂出现批量不良4塑件存在涂装无法遮蔽的缺陷3对领入塑件进行抽检目视672卡具来料检验卡具存在不良导致涂装喷涂出现批量不良4卡具存在毛边或不符合喷涂区域遮蔽要求3对领入卡具进行抽检目视672工件领入灰尘、纤维毛带入工厂工件上灰尘纤维毛过多,除尘困难,产品不良率上升,甚至造成环境清洁度下降3包装物上灰尘纤维毛多3包装物用抹布擦去灰尘并经物流风淋室风淋除尘目视手触654来料线检来料检验漏检导致涂装喷涂出现批量不良4来料检验漏检3生产线检验进行来料全检目视672装挂工件装挂过程中对工件污染因污染造成喷涂不良或附着力下降2防静电防尘手套、衣服、帽及鞋掉纤维毛及灰尘3用无尘布擦拭手触636污染造成喷涂不良2卡具上灰尘粘在工件上3卡具使用前检查、除尘目视手触636潜在失效模式及后果分析(PFMEA)项目名称:BABY—PHONE过程责任部门:涂装一厂FMEA编号:页码:第2页共8页关键日期:06
18FMEA日期(编制):06
16编制者:王俊伟主要参加人:李宝玉、王妙英、许博过程功能要求潜在失效模式潜在失效后果严重度(S)级别潜在失效起因/机理频度(O)现行过程预防现行过程探测探测度(D)风险顺序数RPN建议的措施责任及目标完成日期措施结果采取的措施关重度(S)频度(O)探测度(D)风险