JR9000注塑机专用变频器(柜)在注塑机节能改造中的应用引言传统的注塑机中液压传动装置主要由油泵、液压控制阀、压力电磁比例阀、流量电磁比例阀、各种不同的动作油缸、油泵电机及其它液压附件和管道组成,液压传动系统中的动力由电机带动油泵提供
其中,油泵绝大部分是定量油泵,电动机通常提供额定功率和转速,油泵将电动机所输入的机械能转变为压力能,然后向液压系统的液压元件输送具有一定压力和流量的液压油,满足液压执行机构驱动负载所需能量的要求注塑机成型工艺是一个按照预定的周期性动作过程,即以合模→射嘴前进→射胶→保压→溶胶、冷却→开模→取出制品→将被注塑件放入模具中—合模等加工工序达到某件产品成型
各个过程所需的速度和压力因不同工艺而不同,即所需的液压油流量不同,因而注塑机整个动作过程对油泵电机来说是个变负载过程
在定量泵注塑机液压系统中,油泵电机始终以恒定转速提供恒定流量的液压油,各个动作中相应多余的液压油则通过溢流阀回流,从而造成电能的浪费
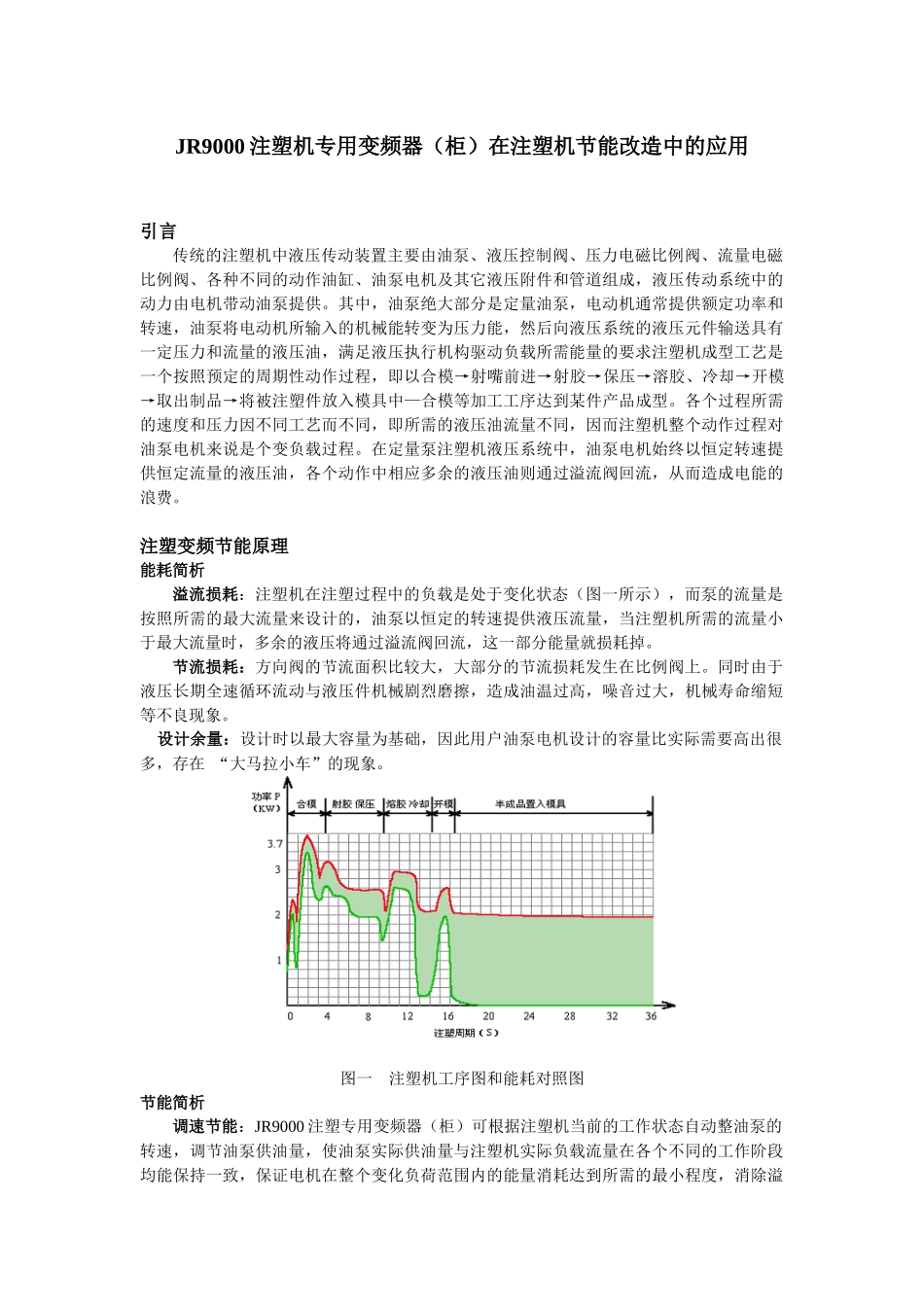
注塑变频节能原理能耗简析溢流损耗:注塑机在注塑过程中的负载是处于变化状态(图一所示),而泵的流量是按照所需的最大流量来设计的,油泵以恒定的转速提供液压流量,当注塑机所需的流量小于最大流量时,多余的液压将通过溢流阀回流,这一部分能量就损耗掉
节流损耗:方向阀的节流面积比较大,大部分的节流损耗发生在比例阀上
同时由于液压长期全速循环流动与液压件机械剧烈磨擦,造成油温过高,噪音过大,机械寿命缩短等不良现象
设计余量:设计时以最大容量为基础,因此用户油泵电机设计的容量比实际需要高出很多,存在“大马拉小车”的现象
图一注塑机工序图和能耗对照图节能简析调速节能:JR9000注塑专用变频器(柜)可根据注塑机当前的工作状态自动整油泵的转速,调节油泵供油量,使油泵实际供油量与注塑机实际负载流量在各个不同的工作阶段均能保持一致,保证电机在整个变化负荷范围内的能量消耗