第1页共203页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共203页接编号和焊接坡口形状
如拼接件有眼孔,应待拼接件焊接、矫正后加工眼孔
⑥相同规格较多、形状规则的零件可用定位靠模下料
使用定位靠模下料时,必须随时检查定位靠模和下料件的准确性
⑦按照样杆、样板的要求,对下料件应号出加工基准线和其他有关标记,并号上冲印等印记
号孔应按照工艺要求进行,对钻孔的眼孔,应在孔径上号上五梅花冲印
在每一号料件上用漆笔写出号料件及号料件所在工程、构件的编号,注明孔径规格及各种加工符号
⑧下料完成,检查所下零件规格、数量等是否有误,并作出下料记录
2、切割加工(1)切割前应清除母材表面的油污、铁锈和潮气;切割后气割表面应光滑无裂纹,熔渣和飞溅物应除去
剪切边应打磨
用气焊割料时,乙炔、氧气两瓶要保持一定的距离(10米),检查各个接口是否有漏气现象
操作人员要持证上岗,动用气焊时,清除周围易燃易爆物品,并申请动火证,设专人监护,配好灭火器
(2)切割后应去除切割熔渣
H型钢的对接若采用焊接,在翼腹板的交汇处应开R=15mm的圆弧,以使翼板焊透
(3)火焰切割后须自检另件尺寸,然后标上零件所属的构件号、零件号,再由质检员专检各项指标,合格后才能流入下一道工序
第2页共203页第1页共203页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共203页(4)相贯线接头的钢管切割采用本公司先进的程序控制相贯线自动切割机HID-600EH进行相贯线接头加工,可以切割出完全满足设计要求的相贯线接头(包括相贯线剖口及重叠相贯线接头),在保证焊缝接头质量的前提下,更能加快工程的进度
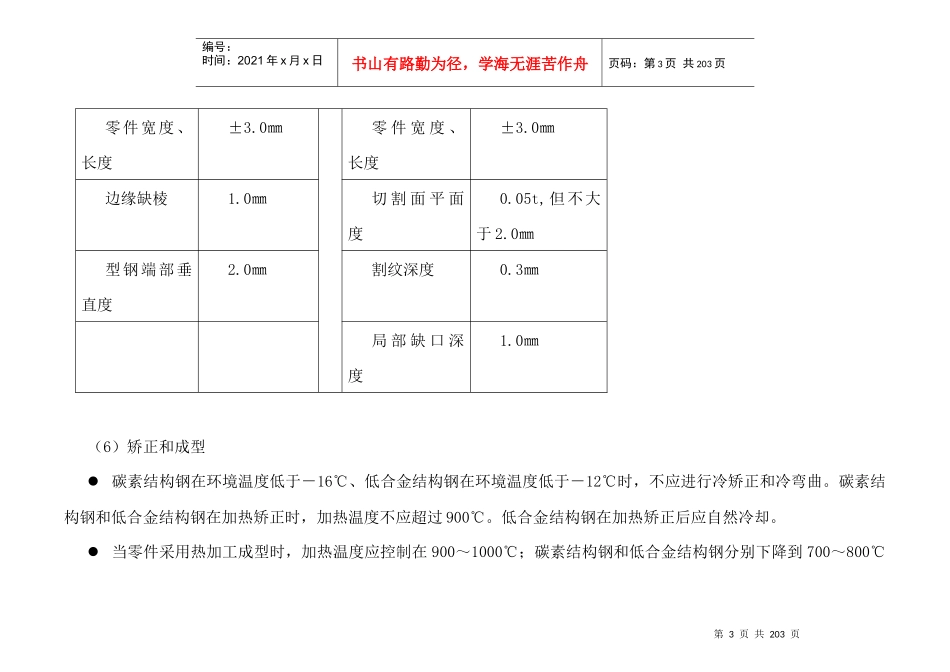
(5)钢材下料常用的有氧割、机械切割(剪切、锯切、砂轮切割)等方法
氧割的工艺要求:气割前,应去除钢材表面的油污、浮锈和其他杂物,并在下面留一定的空间
大型工件的切割,