第1页共2页DbLSp编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共2页第三届全国职工职业技能大赛焊工比赛CO2气体保护焊的操作建议第三届全国职工职业技能大赛焊工比赛(决赛)将于2009年9月在大庆举行
此前各省的选拔赛暨职工职业技能大赛焊工比赛也将在各地区如火如荼展开
川焊NBC-500是本次“CO2气体保护焊”项目的指定比赛焊机
为让各参赛选手更好地使用川焊NBC-500焊机,根据《焊工比赛技术文件》,我们预先做了焊接操作演示,期待对大家操作CO2气体保护焊FCAW项目“管对接45°上斜固定焊6G”有所帮助
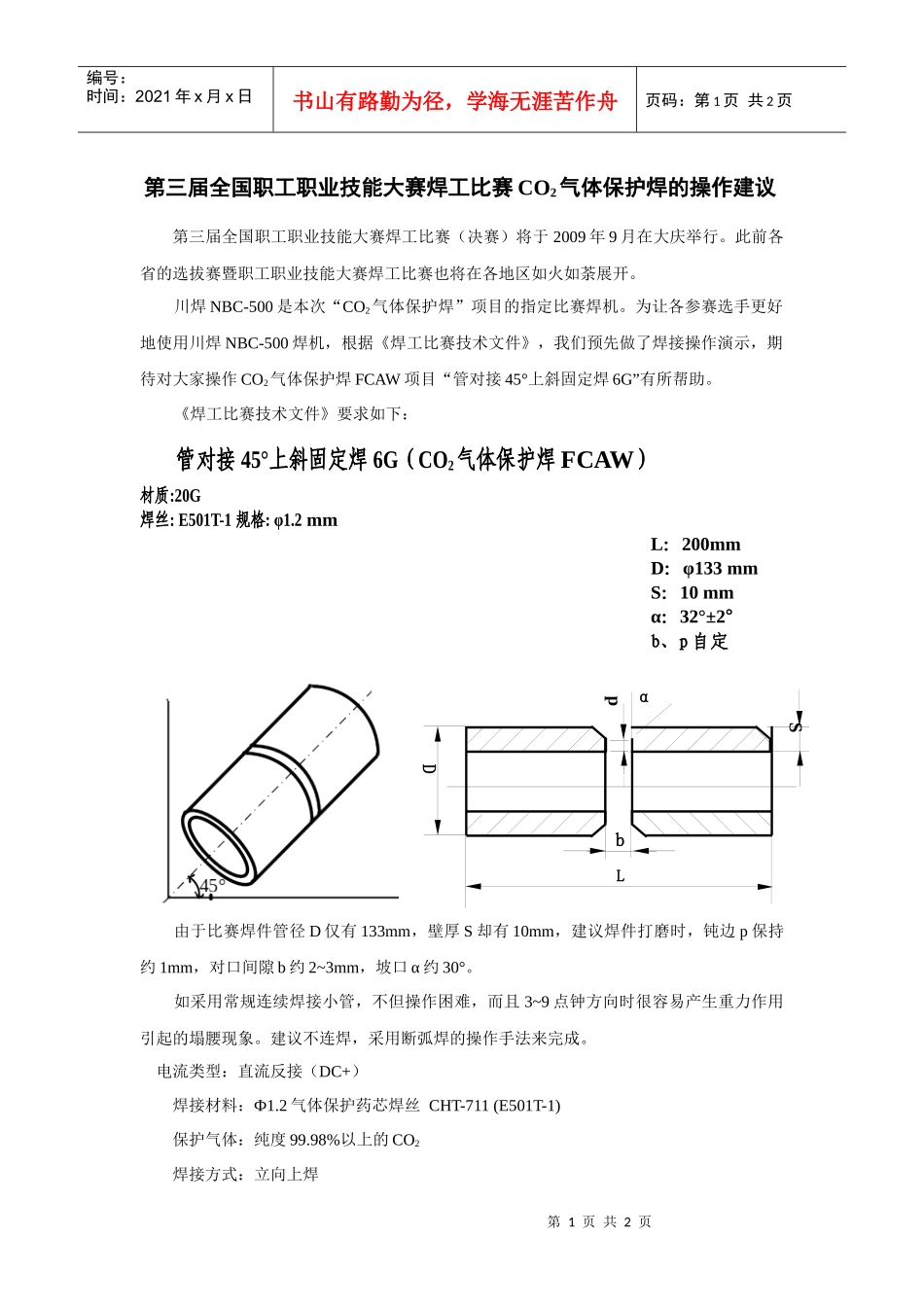
《焊工比赛技术文件》要求如下:管对接45°上斜固定焊6G(CO2气体保护焊FCAW)材质:20G焊丝:E501T-1规格:φ1
2mmL:200mmD:φ133mmS:10mmα:32°±2°b、p自定由于比赛焊件管径D仅有133mm,壁厚S却有10mm,建议焊件打磨时,钝边p保持约1mm,对口间隙b约2~3mm,坡口α约30°
如采用常规连续焊接小管,不但操作困难,而且3~9点钟方向时很容易产生重力作用引起的塌腰现象
建议不连焊,采用断弧焊的操作手法来完成
电流类型:直流反接(DC+)焊接材料:Ф1
2气体保护药芯焊丝CHT-711(E501T-1)保护气体:纯度99
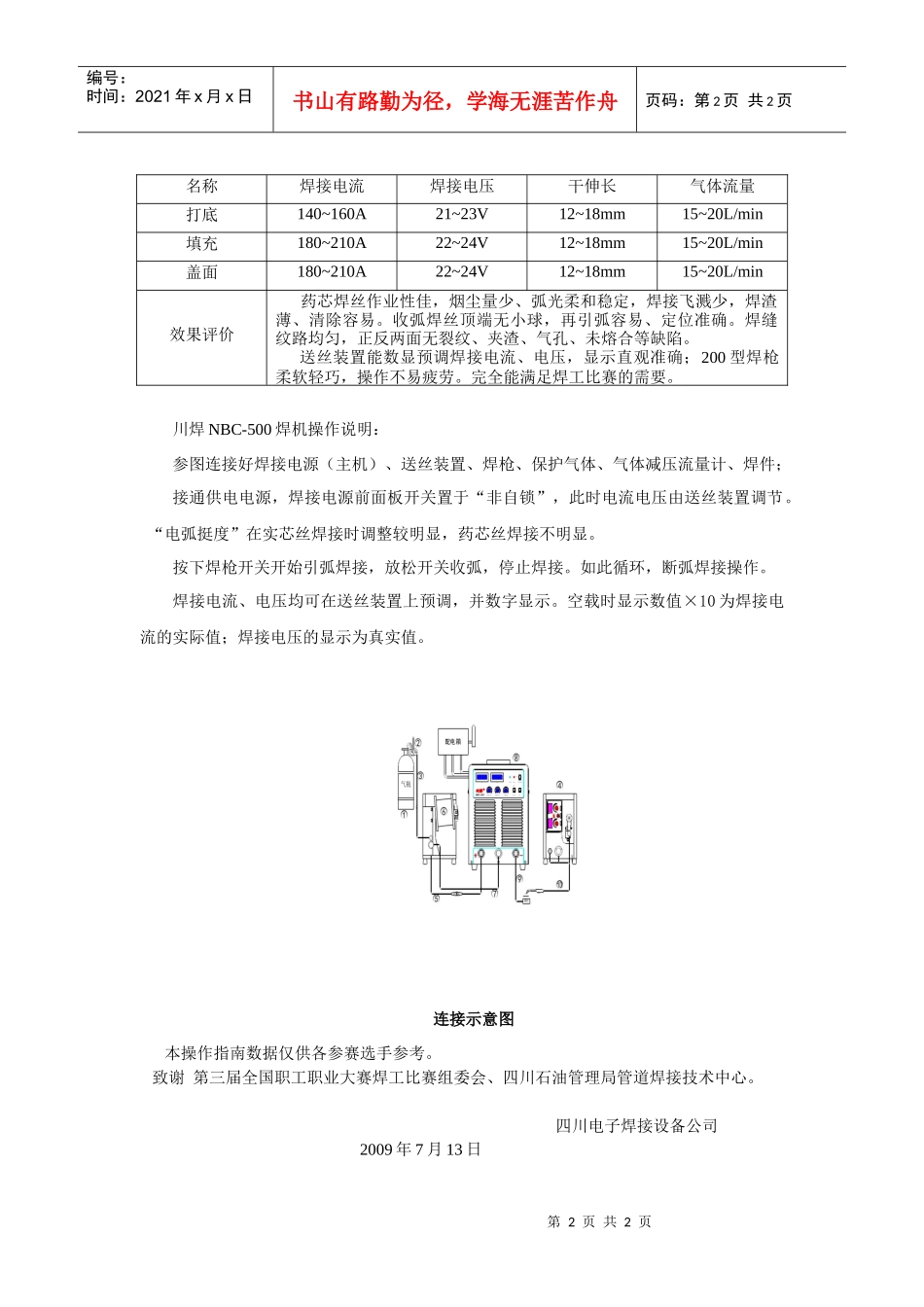
98%以上的CO2焊接方式:立向上焊α第2页共2页第1页共2页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共2页川焊NBC-500焊机操作说明:参图连接好焊接电源(主机)、送丝装置、焊枪、保护气体、气体减压流量计、焊件;接通供电电源,焊接电源前面板开关置于“非自锁”,此时电流电压由送丝装置调节
“电弧挺度”在实芯丝焊接时调整较明显,药芯丝焊接不明显
按下焊枪开关开始引弧焊接,放松开关收弧,停止焊接
如此循环,断弧焊接操作
焊接电流、电压均可在送