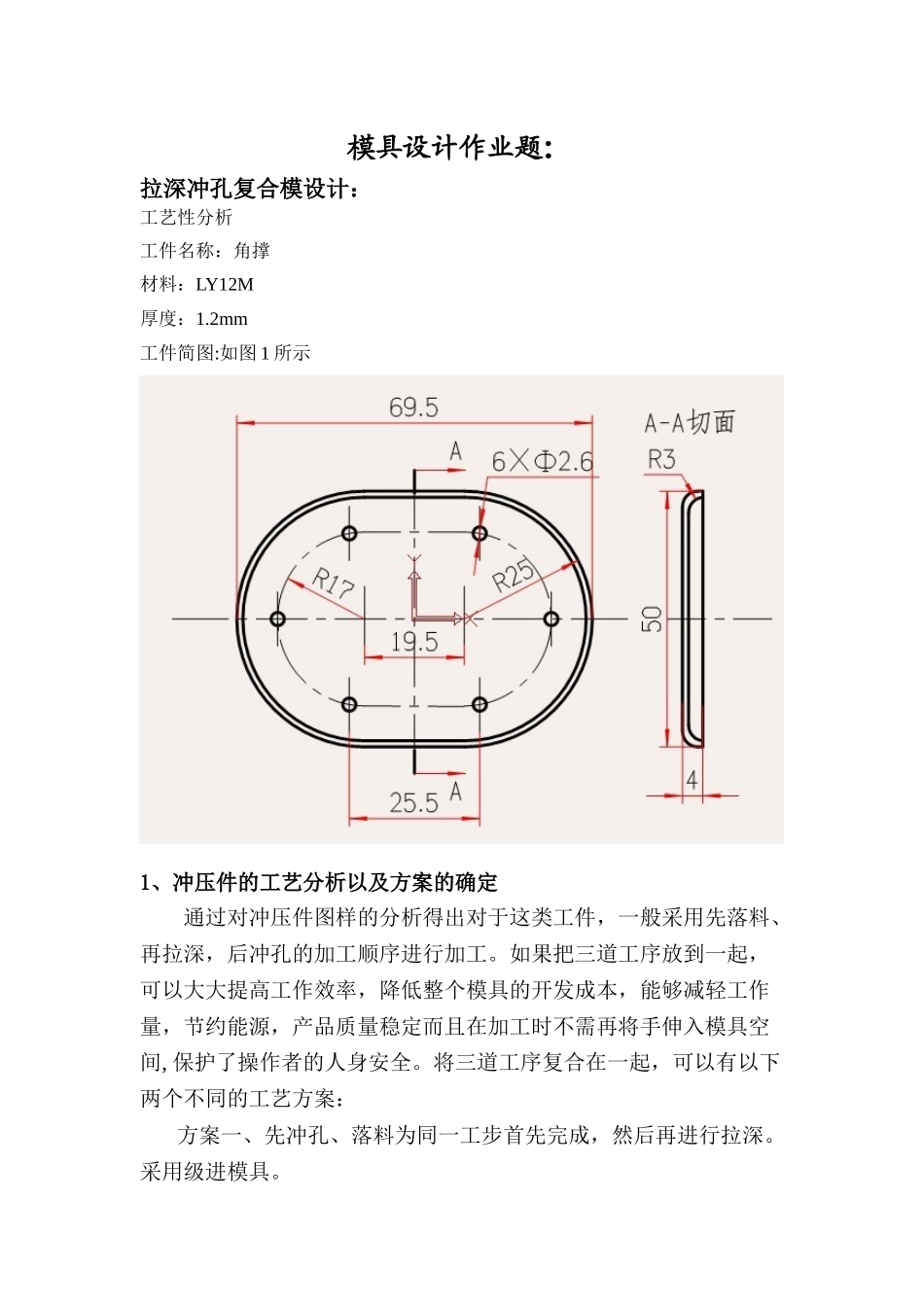
模具设计作业题:拉深冲孔复合模设计:工艺性分析工件名称:角撑材料:LY12M厚度:1
2mm工件简图:如图1所示1、冲压件的工艺分析以及方案的确定通过对冲压件图样的分析得出对于这类工件,一般采用先落料、再拉深,后冲孔的加工顺序进行加工
如果把三道工序放到一起,可以大大提高工作效率,降低整个模具的开发成本,能够减轻工作量,节约能源,产品质量稳定而且在加工时不需再将手伸入模具空间,保护了操作者的人身安全
将三道工序复合在一起,可以有以下两个不同的工艺方案:方案一、先冲孔、落料为同一工步首先完成,然后再进行拉深
采用级进模具
方案二、先落料,然后冲孔和拉深在同一工序;采用复合模具
由于此零件为盒形件且直边较短拉深后由于回弹的影响,难以保证零件的精度,因此可留一截直边,零件成形后在削去多余的直边
采用第一种方案加工工件,只需一副模具,生产效率高,但结构复杂,生产成本高
不易保证长度尺寸的精度,而且容易磨损内孔冲头,降低模具寿命
方案二也只需一副模具,生产效率高,结构较方案一简单
经分析、比较最后确认方案二
该冲压件的形状较为简单对称,冲裁件内外形达到的经济精度为IT12~IT13,最小孔径为2
6mm,查钣金课本表页:两孔中心距公差,25
5mm;一般冲裁件剪断面粗糙度6
圆角部分r=3mm,其尺寸的精度要求不高,LY12M冲压性能较好,孔与外缘的壁厚较大,复合模中的凸凹模壁厚部分需要足够的强度
因此,该工件采用落料、冲孔及弯曲复合模加工较合理
2、主要工艺参数的计算2
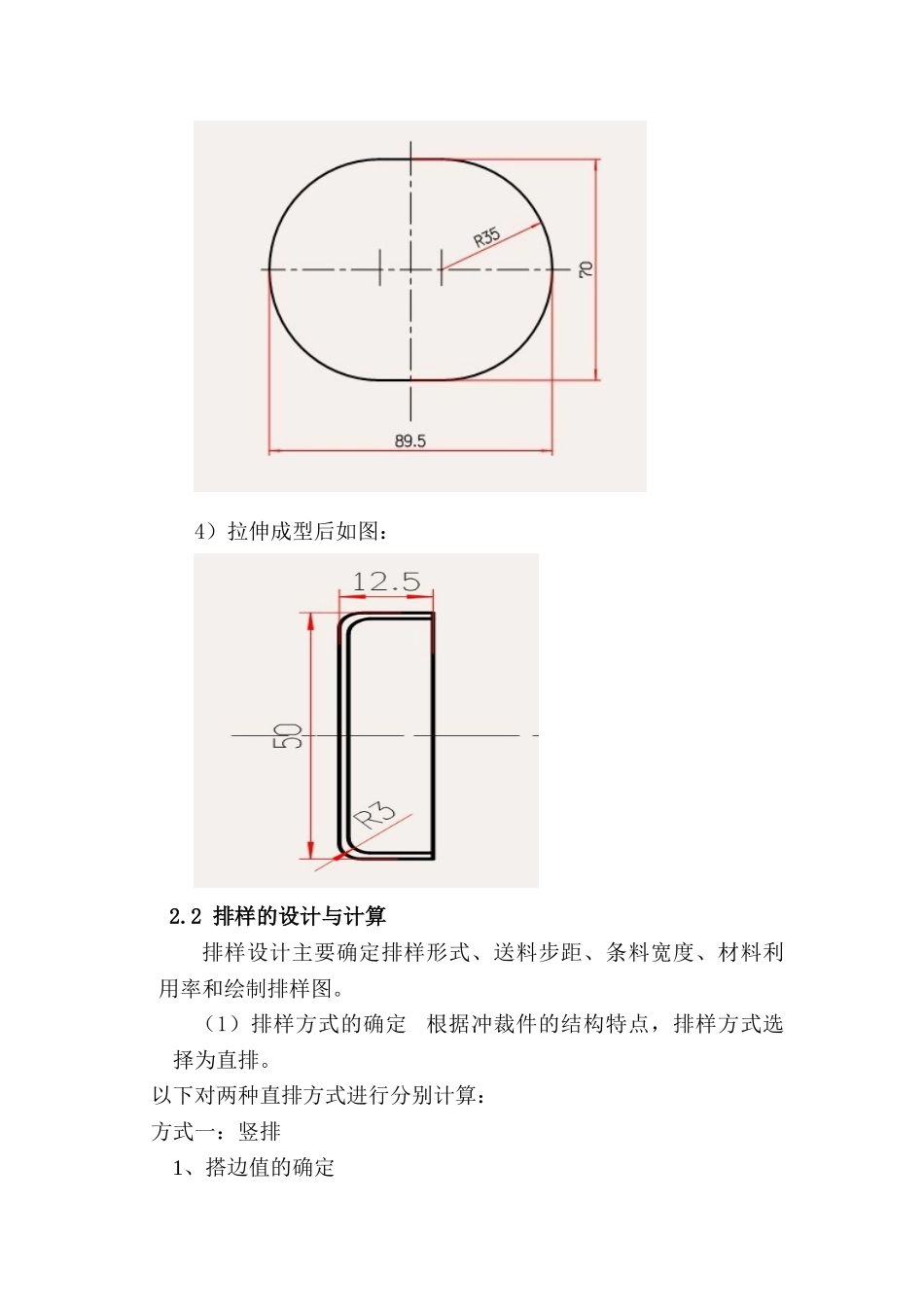
1毛坯尺寸的计算在计算毛坯尺寸前,需要先确定拉深前的形状和尺寸,又有拉深圆角半径r=3mm,板料厚度t=1
2mm,r/t=,故这类弯曲件变薄不严重,横断面畸变较小,并且留出8
5的直壁高度,拉伸成型后还需要修边,故毛料展开粗劣计算即可:1)将盒形件两个圆角部分合在一起,组成一个圆筒,其展开半径为:,D=70m