课题六:卷材剪切机械电气控制系统设计与调试一、项目描述利用变频器对负载进行速度调节实现定长剪切
二、知识点:1、编码器的使用2、变频器的使用:多段速控制,电子制动3、Plc的使用:基本指令、高速计数、数据处理及运算及部分功能指令的运用1、课题简介卷材剪切机械是机械制造行业最常用的设备之一
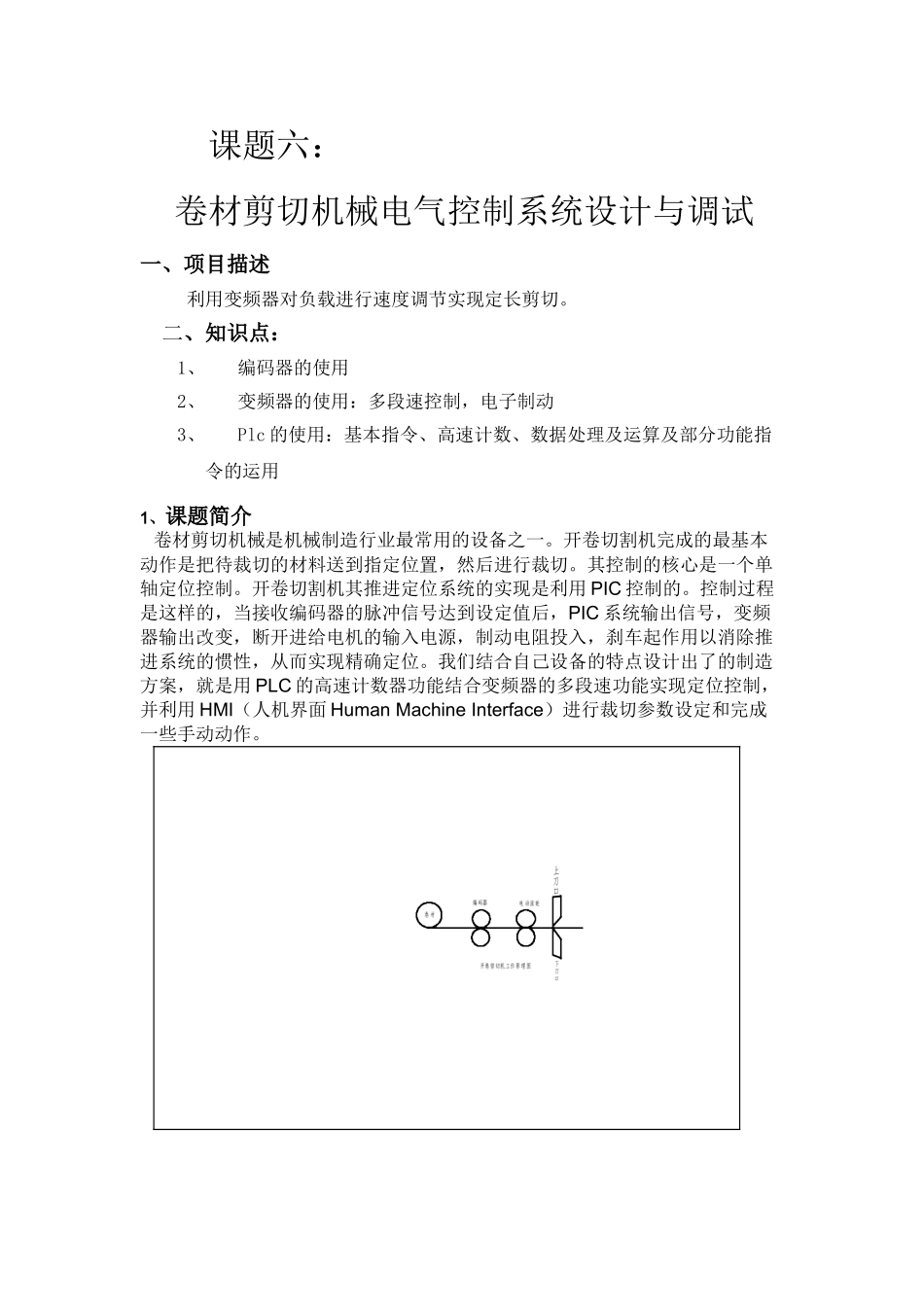
开卷切割机完成的最基本动作是把待裁切的材料送到指定位置,然后进行裁切
其控制的核心是一个单轴定位控制
开卷切割机其推进定位系统的实现是利用PIC控制的
控制过程是这样的,当接收编码器的脉冲信号达到设定值后,PIC系统输出信号,变频器输出改变,断开进给电机的输入电源,制动电阻投入,刹车起作用以消除推进系统的惯性,从而实现精确定位
我们结合自己设备的特点设计出了的制造方案,就是用PLC的高速计数器功能结合变频器的多段速功能实现定位控制,并利用HMI(人机界面HumanMachineInterface)进行裁切参数设定和完成一些手动动作
2、设计的可行性分析现在的大多PLC都具有高速计数器功能,不需增加特殊功能单元就可以处理频率高达几十或上百KHz的脉冲信号,而卷材剪切机对进给系统的精度和响应速度要求不是很高
可以通过对切纸机进给系统相关参数的计算,合理的选用编码器,让脉冲频率即能在PLC处理的范围内又可以满足进给的精度要求
在进给过程中,让PLC对所接收的脉冲数与设定数值进行比较,根据比较结果驱动相应的输出点对变频器进行输出频率的控制,实现接近设定值时进给速度变慢,从而减小系统惯性,达到精确定位的目的
另外当今变频器技术取得了长足的发展,使电机在低速时的转矩大幅度提升,从而也保证了进给定位时低速推进的可行性
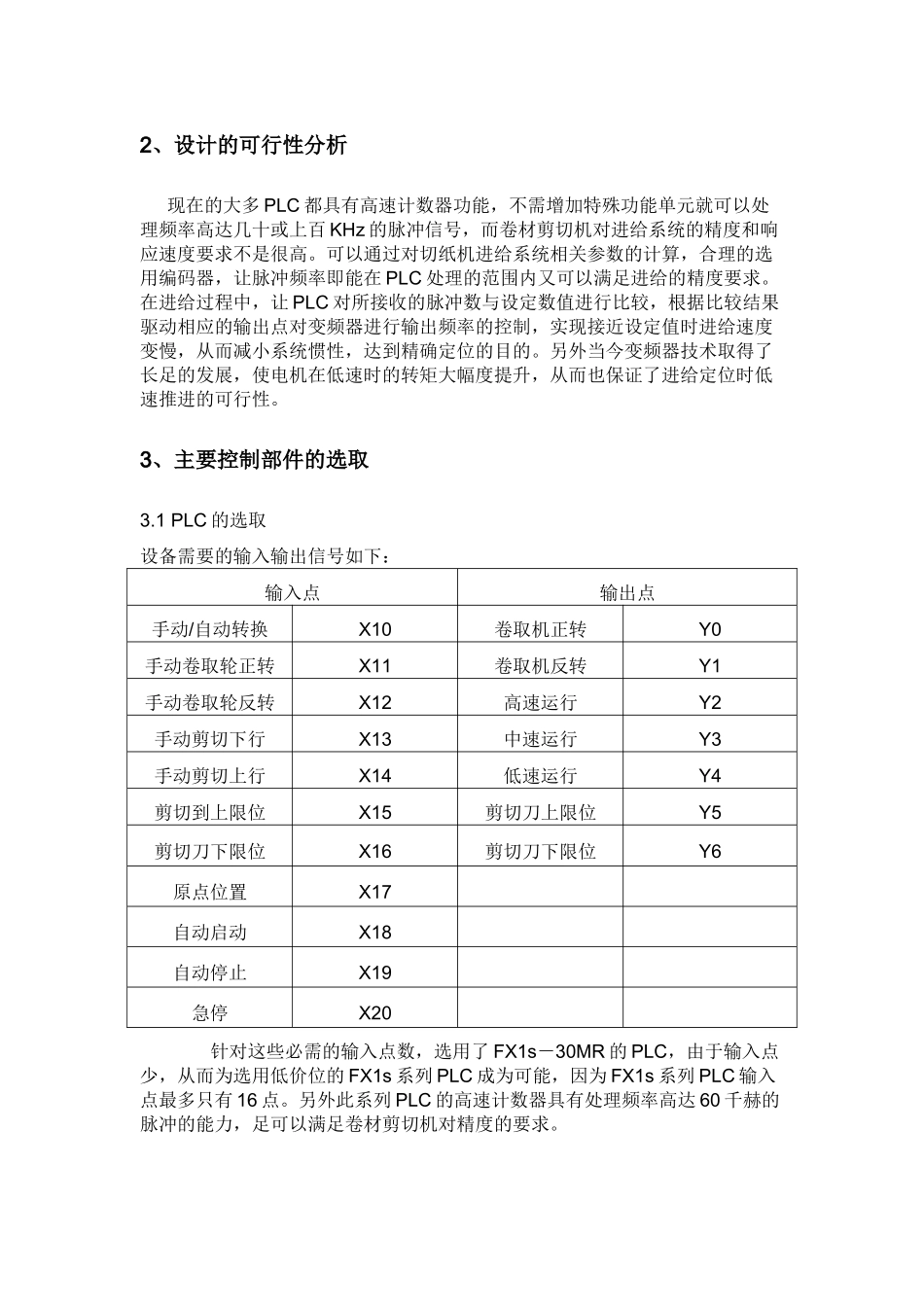
3、主要控制部件的选取3
1PLC的选取设备需要的输入输出信号如下:输入点输出点手动/自动转换X10卷取机正转Y0手动卷取轮正转X11卷取机反转Y1手动卷取轮反转X12高速运行Y2手动剪切