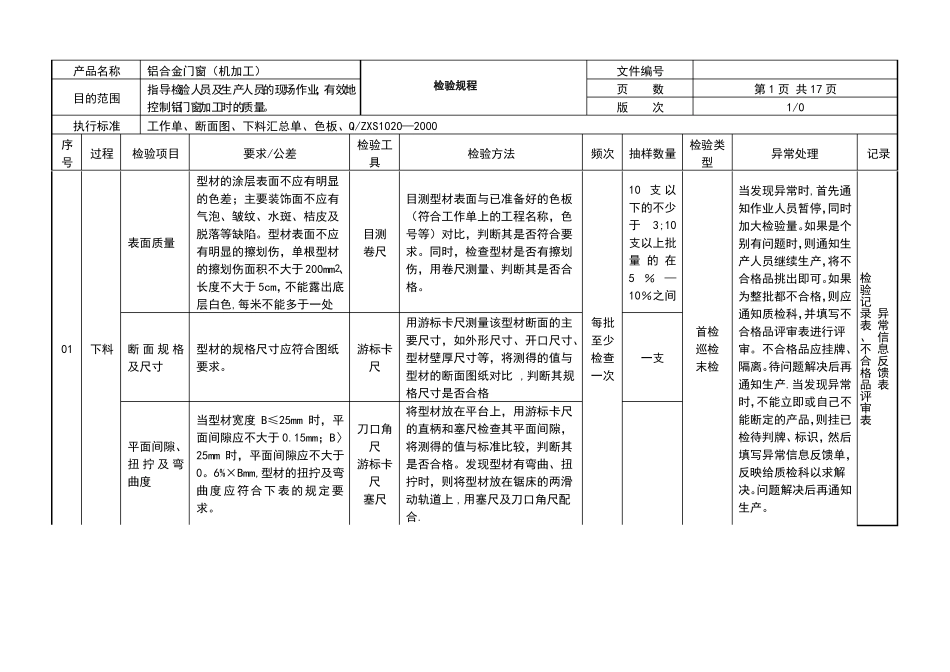
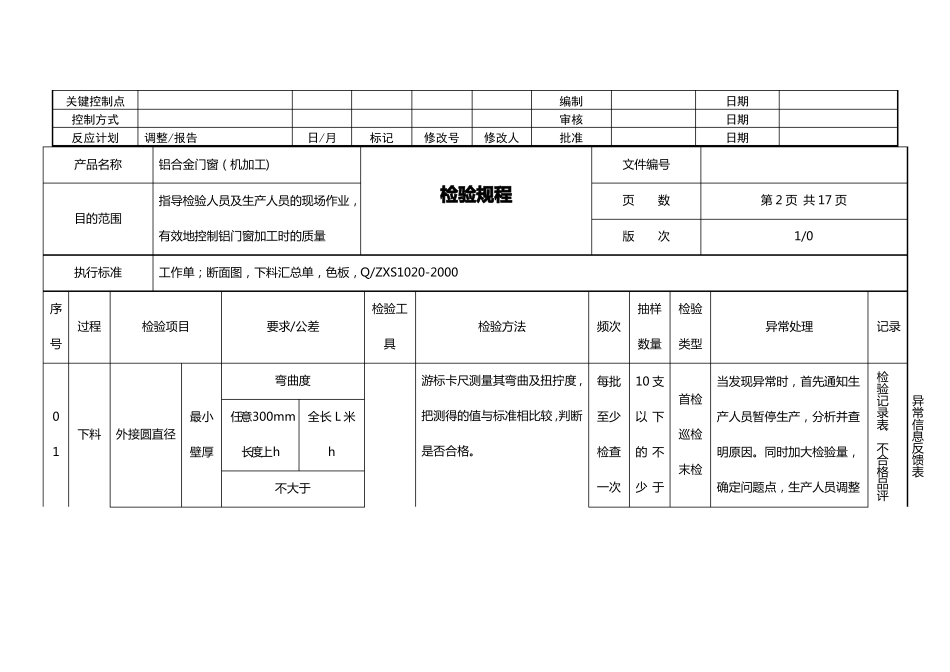
产品名称目的范围执行标准序过程号铝合金门窗(机加工)指导检验人员及生产人员的现场作业,有效地控制铝门窗加工时的质量
检验工具文件编号第1页共17页1/0检验类型检验规程检验方法页数版次工作单、断面图、下料汇总单、色板、Q/ZXS1020—2000检验项目要求/公差型材的涂层表面不应有明显的色差;主要装饰面不应有气泡、皱纹、水斑、桔皮及脱落等缺陷
型材表面不应有明显的擦划伤,单根型材2的擦划伤面积不大于200mm、长度不大于5cm,不能露出底层白色,每米不能多于一处频次抽样数量10支以下的不少于3;10支以上批量的在5%—10%之间每批至少检查一次首检巡检末检异常处理记录表面质量目测卷尺目测型材表面与已准备好的色板(符合工作单上的工程名称,色号等)对比,判断其是否符合要求
同时,检查型材是否有擦划伤,用卷尺测量、判断其是否合格
用游标卡尺测量该型材断面的主要尺寸,如外形尺寸、开口尺寸、型材壁厚尺寸等,将测得的值与型材的断面图纸对比,判断其规格尺寸是否合格将型材放在平台上,用游标卡尺的直柄和塞尺检查其平面间隙,将测得的值与标准比较,判断其是否合格
发现型材有弯曲、扭拧时,则将型材放在锯床的两滑动轨道上,用塞尺及刀口角尺配合
01下料断面规格及尺寸型材的规格尺寸应符合图纸要求
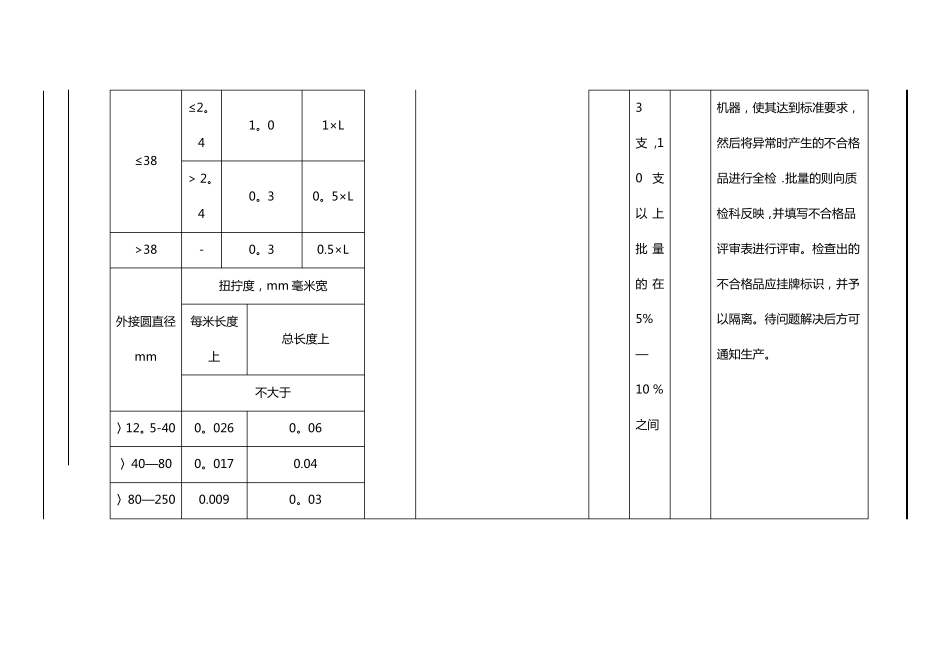
游标卡尺一支当型材宽度B≤25mm时,平刀口角面间隙应不大于0
15mm;B〉平面间隙、尺25mm时,平面间隙应不大于扭拧及弯游标卡0
6%×Bmm,型材的扭拧及弯曲度尺曲度应符合下表的规定要塞尺求
当发现异常时,首先通知作业人员暂停,同时加大检验量
如果是个别有问题时,则通知生产人员继续生产,将不合格品挑出即可
如果检验为整批都不合格,则应记通知质检科,并填写不录表合格品评审表进行评、审
不合格品应挂牌、不隔离
待问题解决后再合格通知生产
当发现异常品时,不能立即或自己不评审能断定的产品,则挂已表检待判牌