第1页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共5页水池拉深成形工艺及模具设计摘要:分析了散热器上水池的成形工艺,确定了成形工艺参数,叙述了成形模具结构及工作原理,表明高台阶差、非对称异形盒件可以一次成形
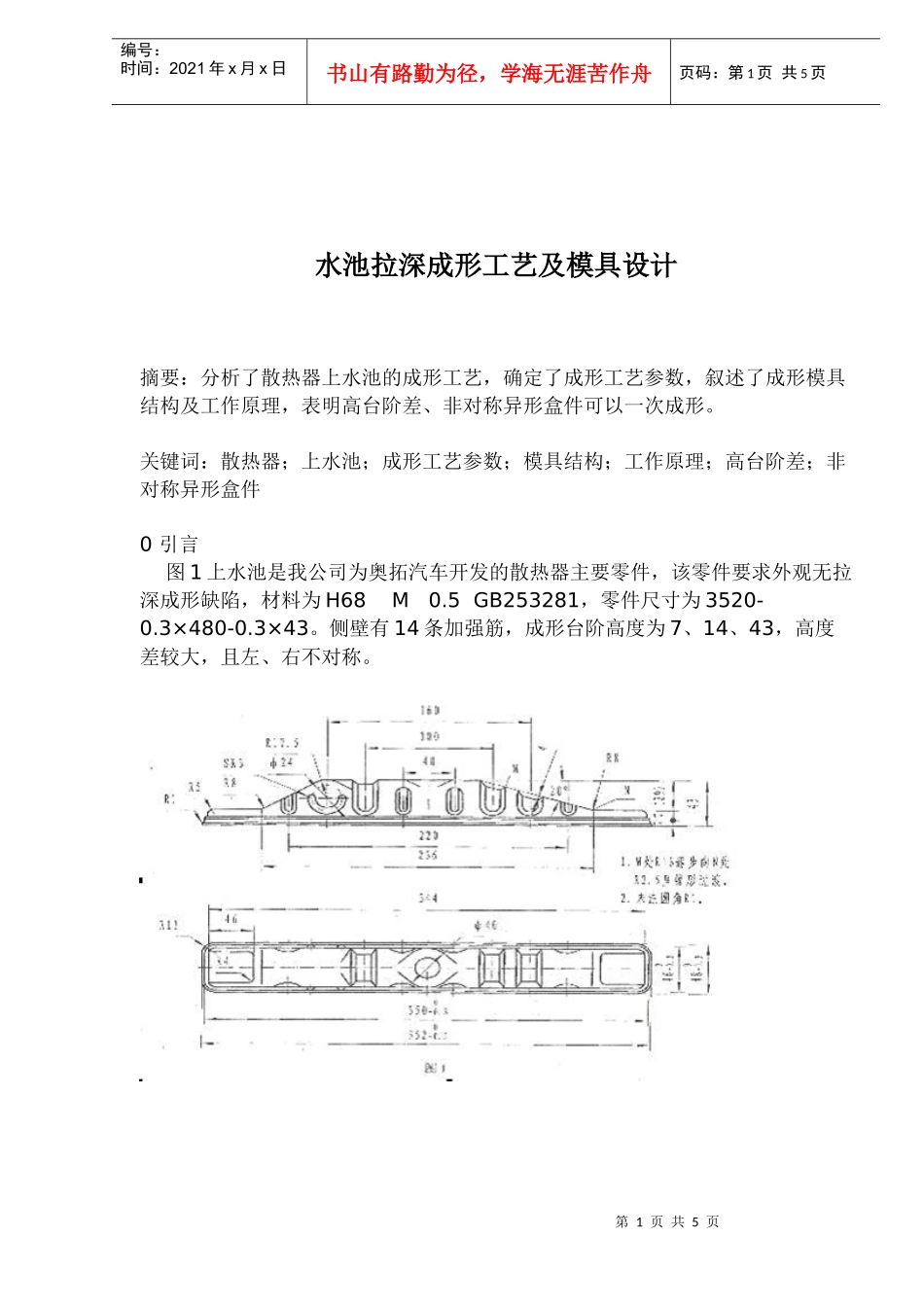
关键词:散热器;上水池;成形工艺参数;模具结构;工作原理;高台阶差;非对称异形盒件0引言图1上水池是我公司为奥拓汽车开发的散热器主要零件,该零件要求外观无拉深成形缺陷,材料为H68M0
5GB253281,零件尺寸为3520-0
3×480-0
侧壁有14条加强筋,成形台阶高度为7、14、43,高度差较大,且左、右不对称
第2页共5页第1页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共5页1成形工艺分析1
1零件工艺分析从图1可以看出,该零件经过成形、切边、打凸包、冲孔、翻边等多道工序加工而成
零件表面不允许有褶皱、凹陷、裂痕、拉伤、擦伤,加强筋与各段连接圆弧清晰、光滑,各面之间要平滑过渡
由图1知,该零件长宽比350/46=7
6高度比7:7:29高宽比43/46=0
93相对圆角半径10/46=0
22该零件属于大圆角、高台阶差、非对称异形盒件,在盒形件不同拉深情况的分区图中的Ic区域
就一般简单形状的高盒形件,在Ic区域都要经过多次拉深才能成形
而且该零件前、后侧壁的成形已不再是简单的高盒形件侧壁的弯曲成形
5向左至R8处、22°向右至R8处(即M至N处)、14条加强筋区域段的侧壁有突变现象,靠R17
5、R8、220等尺寸平滑过渡
该区域段最容易成危险断面
如处理不当,该区域段就会出现成形失稳
在拉深成形过程中,各处材料流动速度不一样;应力分布复杂,该零件一次成形更加困难
但由于材料厚度只有0
5,零件形状复杂,多次拉深又不利于成形
我们从材料的成形性能方面分析,改进拉深工