第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页数控车床上修复螺纹时的对刀问题孟生才安工大职业技术学院摘要:针对数控车床修复钻杆螺纹及精加工蜗杆时,怎样使刀尖对准原螺旋线从而修复螺纹的问题,提出利用光电编码器的零位信号,通过光电隔离电路控制外部指示灯和发声器,通过发光和声音确定修复螺纹的零位和起始位置,实现旧螺纹的修复和蜗杆的精加工
该方法结构简单,对数控机床无大的改动,使用方便,效果较好
关键词:已有螺纹修复对刀光电编码器零位信号一、问题的提出:问题1:某地质企业大量加工钻杆螺纹,由于钻井内的温度高,压力大,所以其连接的锥管螺纹牙型容易损坏
因地质钻杆材料的性能高,优质管材大都是进口的
为节约材料,锥螺纹不是全部切除,而是修复
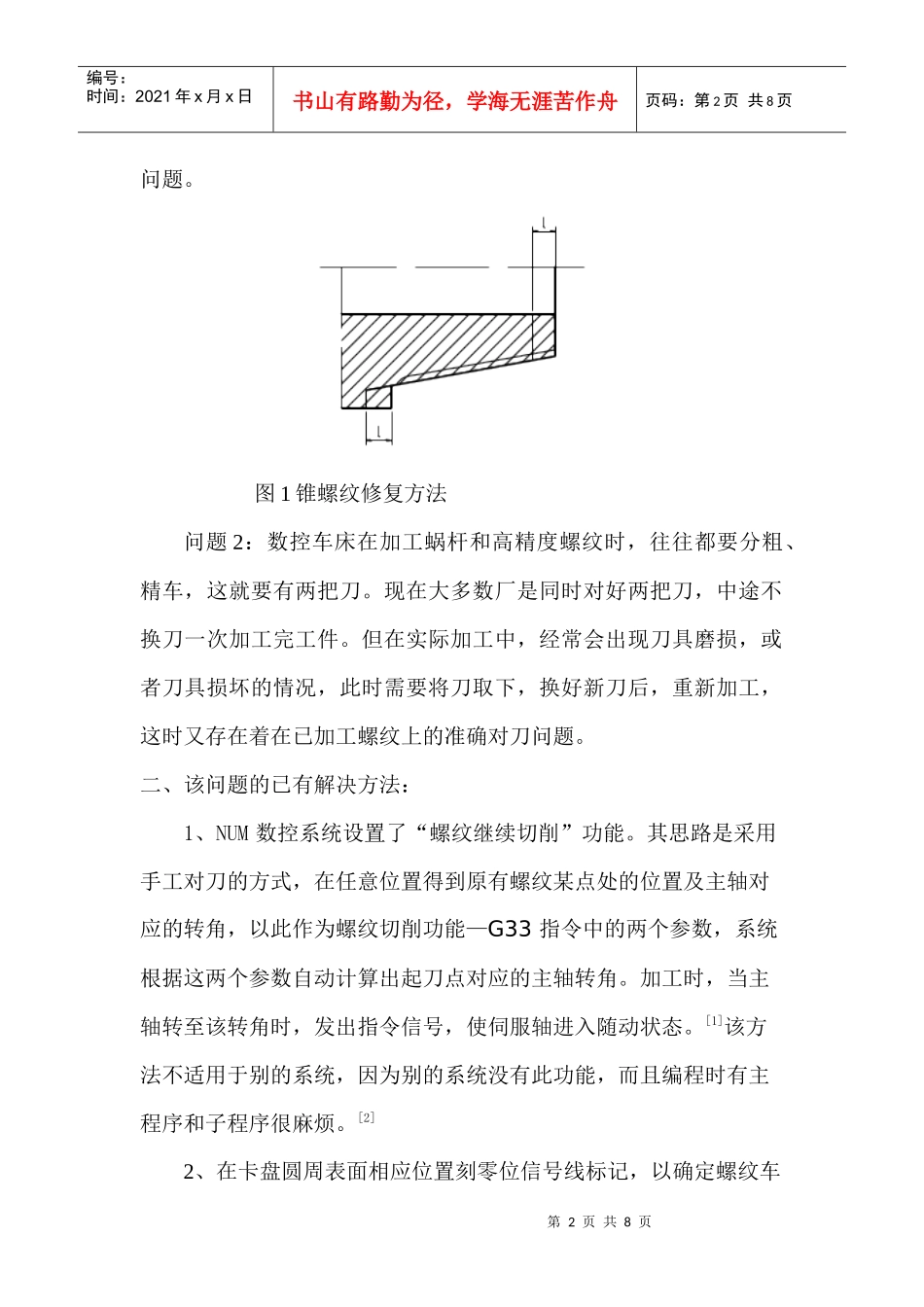
以外螺纹为例(见图1),修复时,把端面切掉一定的长度L,台肩面也相应地切除厚度为L的余量,再把直径增大了的外锥面加工到要求的尺寸,最后再沿着原来螺纹螺旋槽的轨迹,把变浅的螺纹沟槽加工到设计深度,即可把损坏了的螺纹修复一新,使钻杆得到重复利用
而锥螺纹的大端有轴肩,螺纹精度又高,所以修复起来难度较大
因为该机械厂已购买了数控车床进行锥螺纹的加工,效率大大提高,但锥螺纹的修复却因为螺纹对刀时难以对准原螺旋槽,起始位置找不准,总是乱牙,所以修复成了棘手的的第2页共8页第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共8页问题
图1锥螺纹修复方法问题2:数控车床在加工蜗杆和高精度螺纹时,往往都要分粗、精车,这就要有两把刀
现在大多数厂是同时对好两把刀,中途不换刀一次加工完工件
但在实际加工中,经常会出现刀具磨损,或者刀具损坏的情况,此时需要将刀取下,换好新刀后,重新加工,这时又存在着在已加工螺纹上的准确对刀问题
二、该问题的已有解决方法:1、NUM数控系统设置了“螺纹继续切削”功