第1页共29页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共29页模流分析塑件表面光滑,内部结构较为复杂并且需要斜顶和滑块分型机构
材料ABS,产品为大批量生产,生产实现自动化
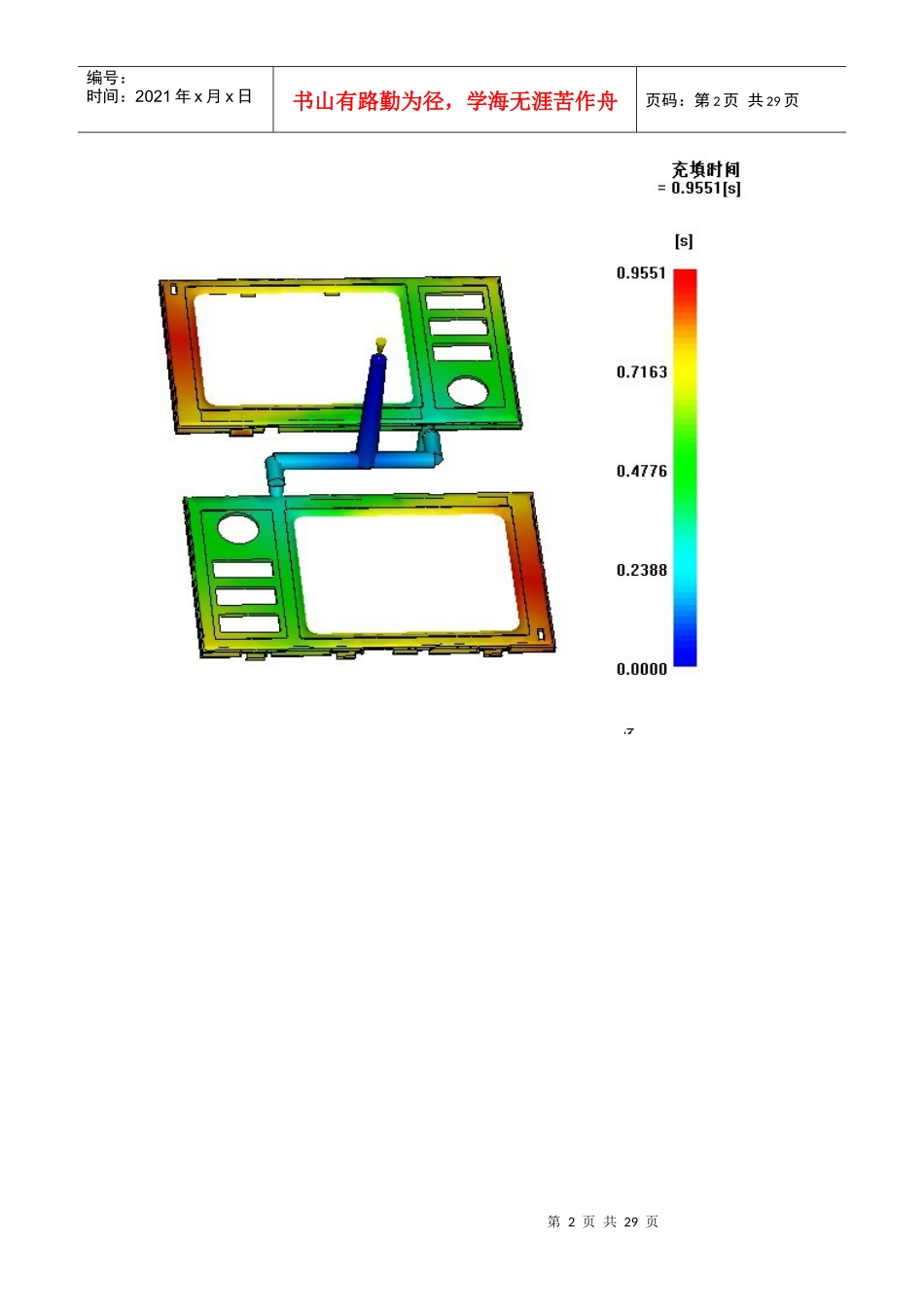
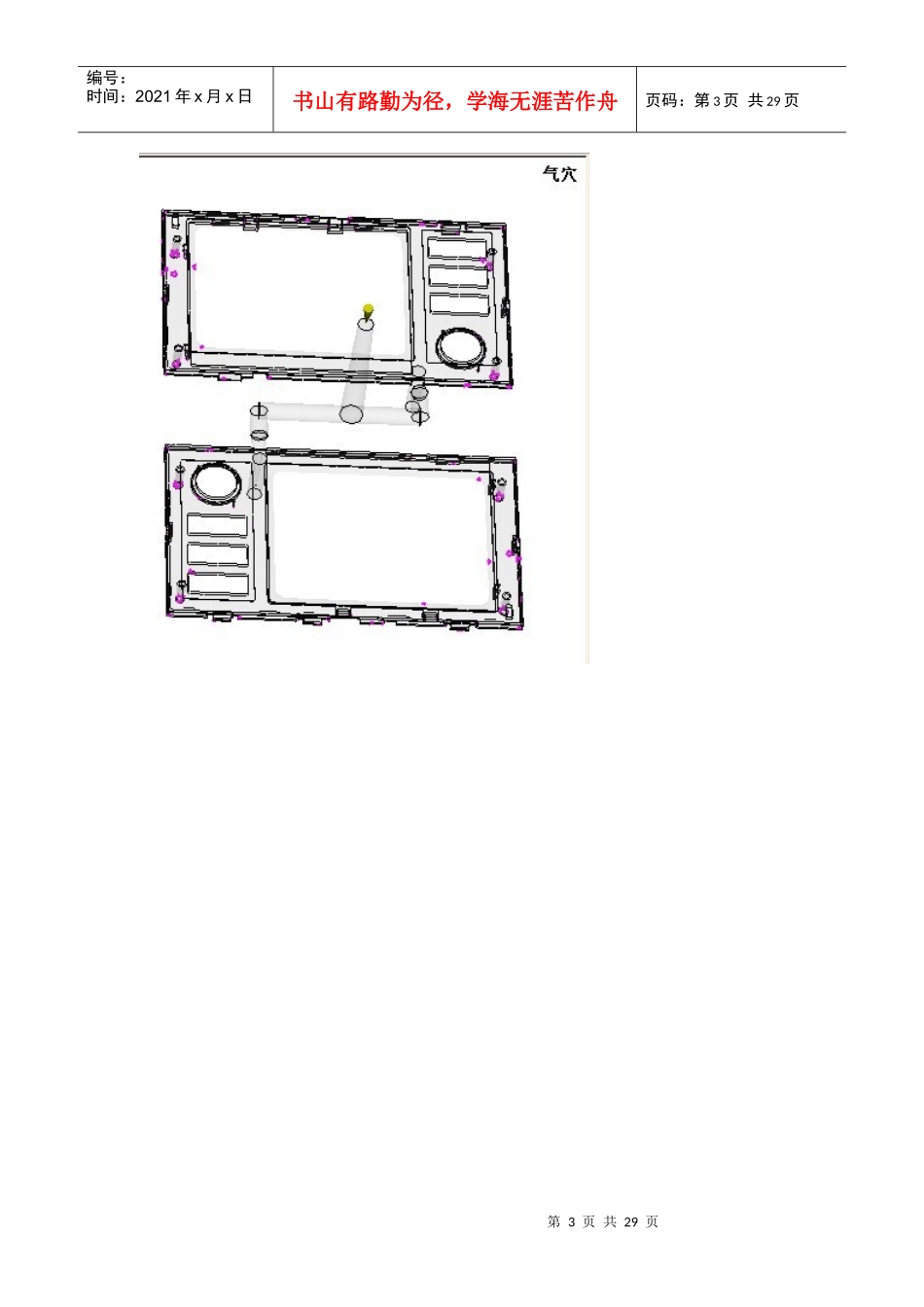
进行模流分析,其中包含浇口分析,填充分析,流动分析,翘曲分析,冷却分析等,通过分析从而达到优化产品,制定最佳方案的目的
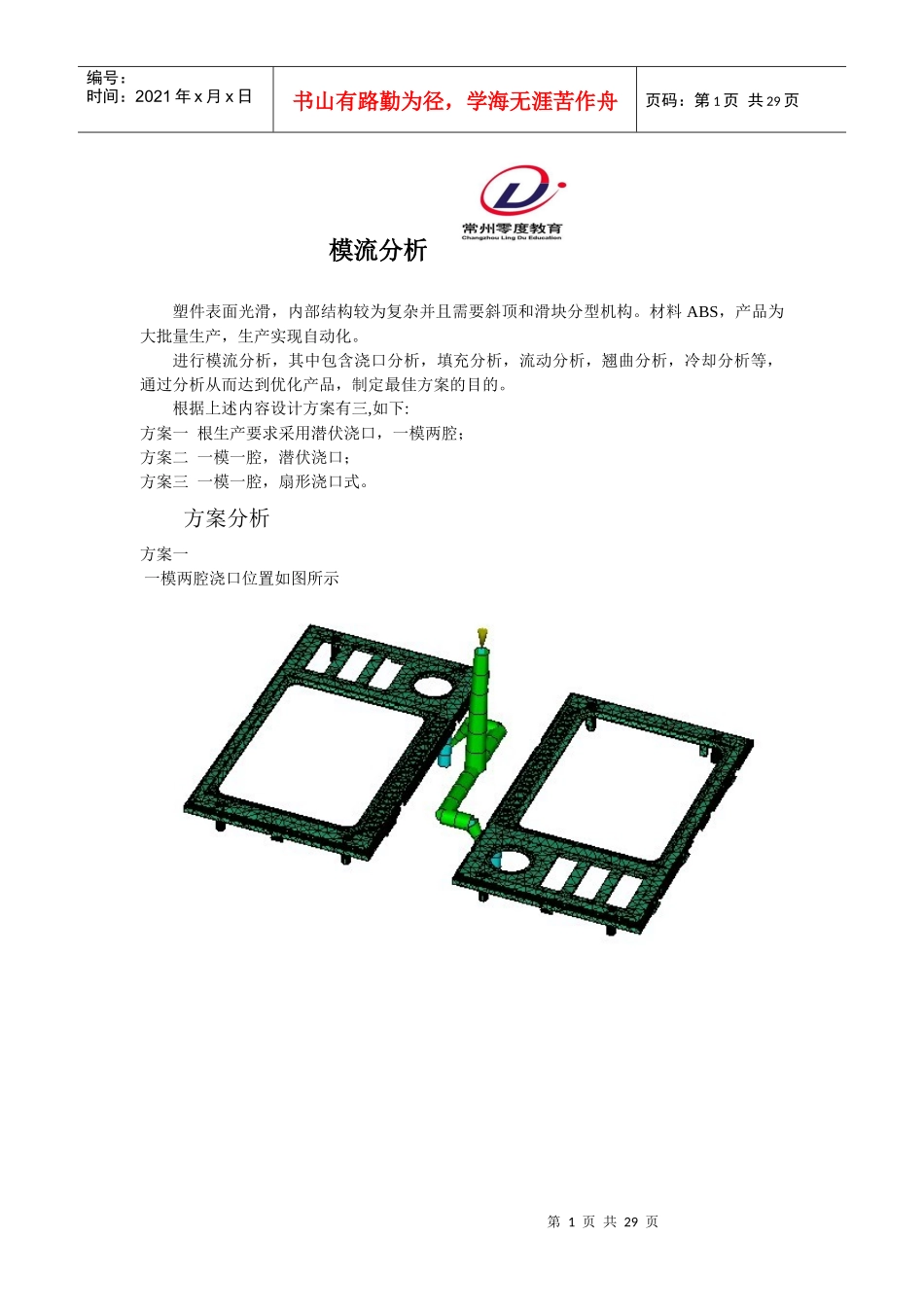
根据上述内容设计方案有三,如下:方案一根生产要求采用潜伏浇口,一模两腔;方案二一模一腔,潜伏浇口;方案三一模一腔,扇形浇口式
方案分析方案一一模两腔浇口位置如图所示第2页共29页第1页共29页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共29页第3页共29页第2页共29页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共29页第4页共29页第3页共29页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共29页第5页共29页第4页共29页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共29页第6页共29页第5页共29页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第6页共29页第7页共29页第6页共29页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第7页共29页第8页共29页第7页共29页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第8页共29页第9页共29页第8页共29页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第9页共29页方案二第10页共29页第9页共29页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第10页共29页第11页共29页第10页共29页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第11页共29页第12页共29