第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共12页窥视镜热流道注塑模工作原理:带有阴螺纹的开式机床喷嘴14拧在注塑机的料筒上,喷嘴上安装有Be-Cu制的喷嘴头13,它与加热主流道衬套的减压腔15相配合
设置减压腔是为了在喷嘴退回时,防止加热主流道衬套塑料的流涎
主流道衬套前端设有一个二级喷嘴头8,它也是由Be-Cu材料制作的,二级喷嘴头的尖头伸至型腔,且形成一个环形浇口,这种第2页共12页第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共12页形式的喷嘴的优点是浇口和制品能干净利落的断开
模具的工作过程:制品固化定型后,模具沿分型面分型
分型距离达45mm后,拉钩11拉动推板5,使推管6推出制品
一旦制品被推出,拉钩11在脱钩楔形杆10的作用下脱离推板5
合模时,推板5由4个复位杆7推回成型位置
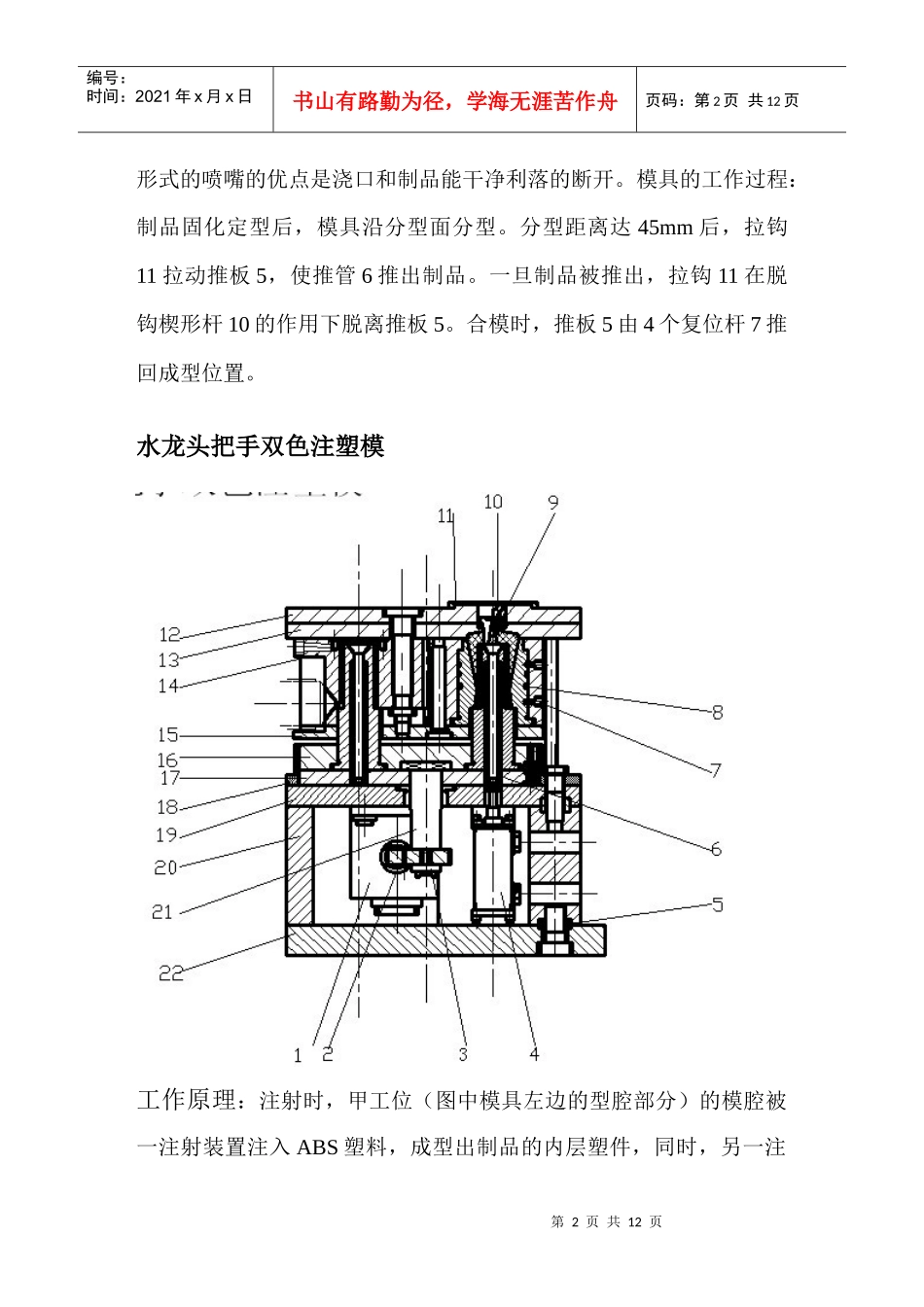
水龙头把手双色注塑模工作原理:注射时,甲工位(图中模具左边的型腔部分)的模腔被一注射装置注入ABS塑料,成型出制品的内层塑件,同时,另一注第3页共12页第2页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共12页射装置通过浇口套10将PMMA塑料注入乙工位(图中右边)的模腔,即在内层塑件之上成型通明的外层部分
制品外层的壁较厚,所以在模具型腔镶件8上开设了螺旋形冷却水道,以实现制品的快速冷却
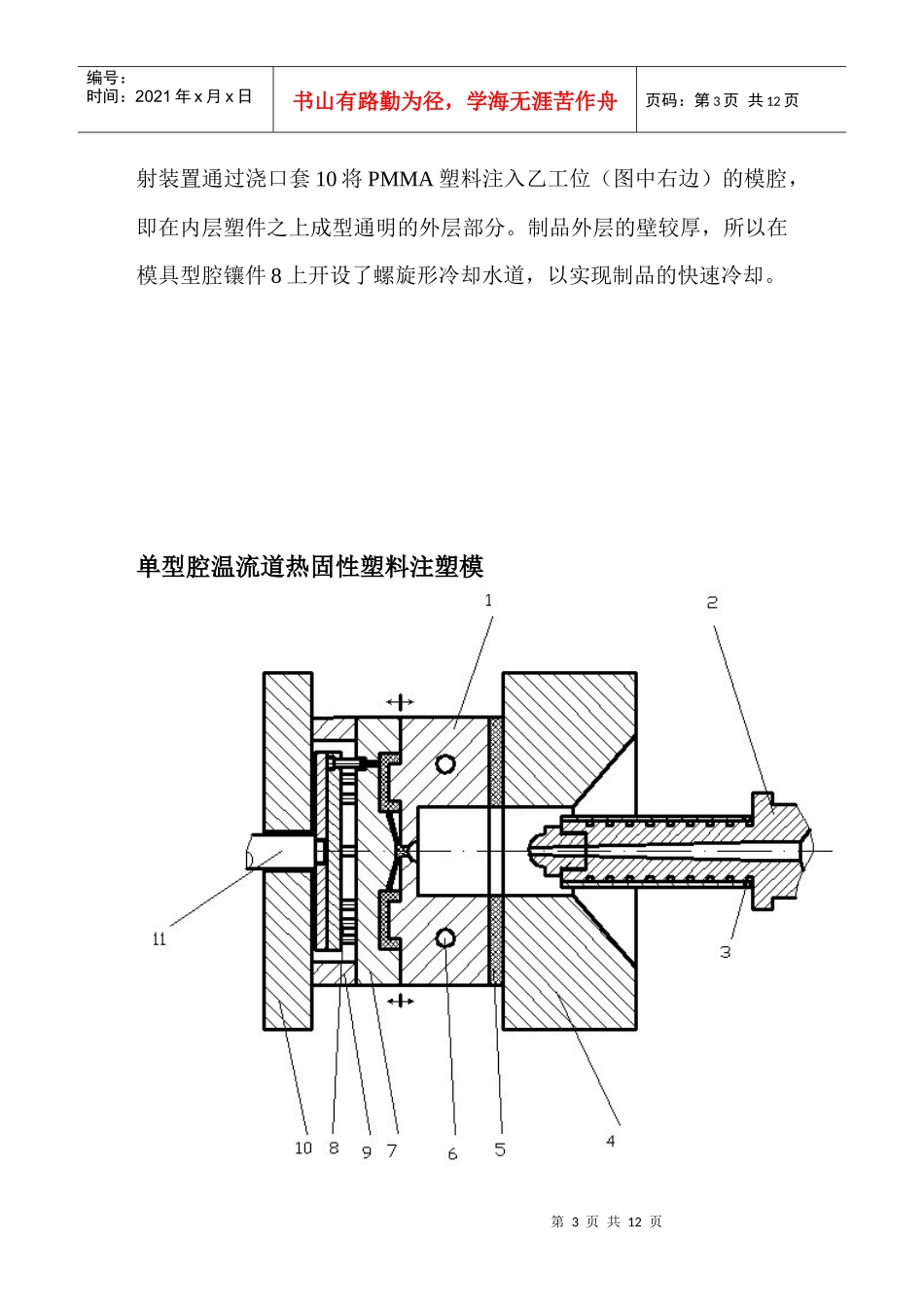
单型腔温流道热固性塑料注塑模第4页共12页第3页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共12页工作原理:该模具型腔部分用电热棒加热并保持一定的高温,温流道系统设在喷嘴上较好地保证了热模具和冷模具间的绝热,注塑时,喷嘴球面与模具的凹坑小面积地紧贴防止塑料的溢出,塑料注入模具后经潜伏式浇口进入型腔
制品固化定性以后模具开启,制品及流道固化料留