word格式-可编辑-感谢下载支持化工原理-第10章-气液传质设备知识要点用于蒸馏和吸收塔的塔器分别称为蒸馏塔和吸收(解吸)塔
通称气液传质设备
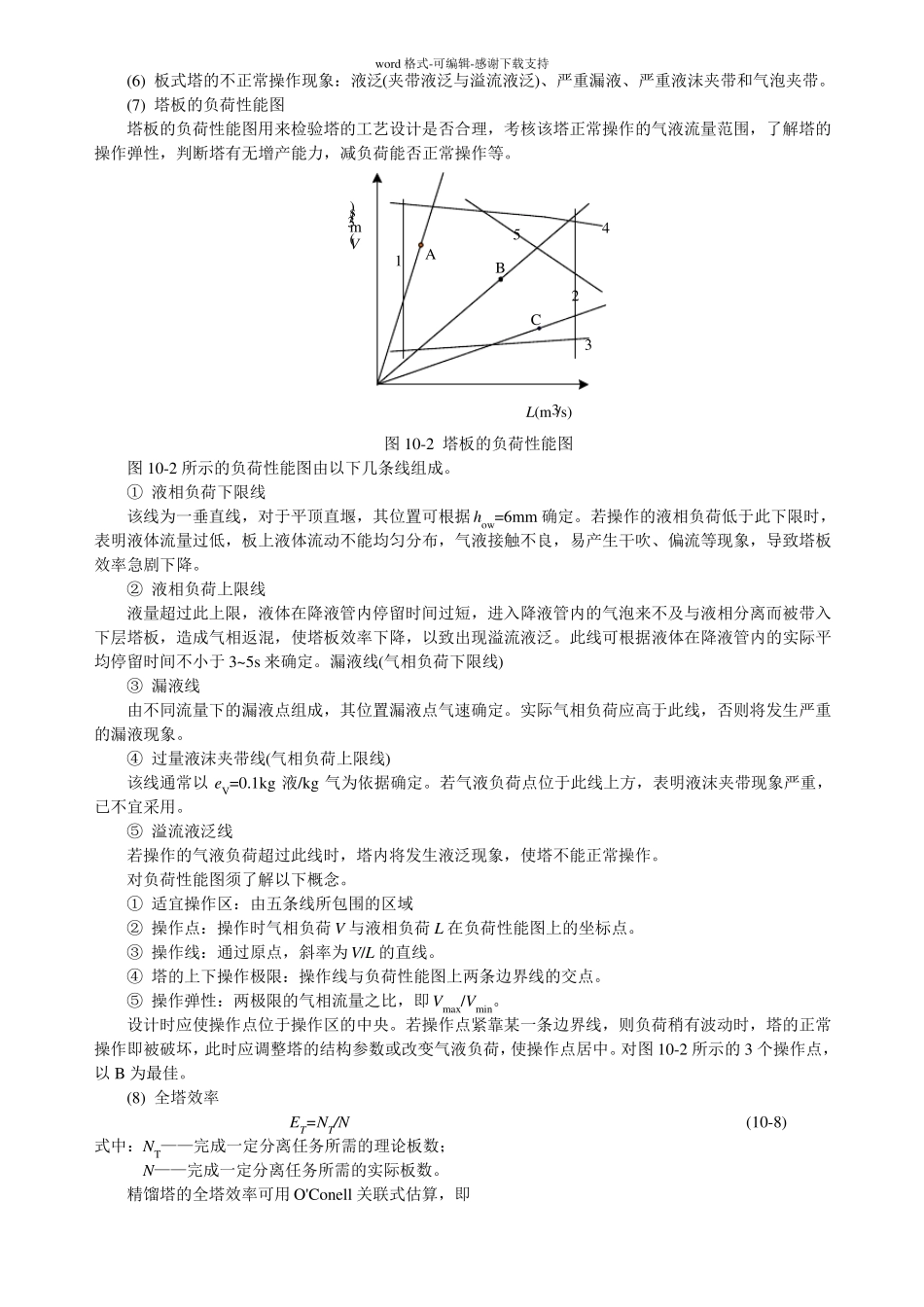
本章应重点掌握板式塔和填料塔的基本结构、流体力学与传质特性(包括板式塔的负荷性能图)
概述高径比很大的设备叫塔器
蒸馏与吸收作为分离过程,基于不同的物理化学原理,但其均属于气液两相间的传质过程,有共同的特点可在同样的设备中进行操作
(1)塔设备设计的基本原则①使气液两相充分接触,以提供尽可能大的传质面积和传质系数,接触后两相又能及时完善分离
②在塔内气液两相最大限度地接近逆流,以提供最大的传质推动力
(2)气液传质设备的分类①按结构分为板式塔和填料塔②按气液接触情况分为逐级式与微分式通常板式塔为逐级接触式塔器,填料塔为微分接触式塔器
板式塔(1)板式塔的设计意图:总体上使两相呈逆流流动,每一块塔板上呈均匀的错流接触
(2)筛孔塔板的构造①筛孔——塔板上的气体通道,筛孔直径通常为3~8mm
②溢流堰——为保证塔板上有液体
③降液管——液体自上层塔板流至下层塔板的通道
(3)筛板上的气液接触状态筛板上的气液接触状态有鼓泡接触、泡沫接触、喷射接触,比较见表10-1
表10-1气液接触状态比较项目孔速两相接触面两相接触量传质阻力传质效率连续相分散相适用物系鼓泡接触状态很低气泡表面少较大低液体气体泡沫接触状态较高液膜多小高液体气体喷射接触状态高液滴外表面多小高气体液体轻重(正系统)轻重(负系统)工业上经常采用的两种接触状态是泡沫接触与喷射接触
由泡沫状态转为喷射状态的临界点称为转相点
(4)气体通过塔板的压降包括塔板本身的干板阻力(即板上各部件所造成的局部阻力)、气体克服板上充气液层的静压力所产生的压力降、气体克服液体表面张力所产生的压力降(一般较小,可忽略不计)
(5)筛板塔内气液两相的非理想流动①空间上的反向流动(与