名称1、目的工作文件熔铸工艺操作规程版号页号O/A1/12通过确定圆铸锭生产过程的工艺要求和操作方法,以确保所生产的圆铸锭符合内控质量标准的要求,最大限度地实现熔铸车间生产活动的高效率、高成品率
2、适用范围适用于6000系铝合金,外经为Ф4″-Ф9″圆铸锭的生产作业活动
3、职责:3
1炉前班长对合金的化学成份是否合格负责
2熔炼工对熔炼温度是否符合工艺要求,金属烧损率是否超标,油耗是否达到节能要求,同时对灰渣中金属铝是否回收干净,是否降低环境污染负责
3铸造工对铸造温度是否符合工艺要求,铸锭精粒度是否达到1级标准,铸锭直径、弯曲度和表面质量是否符合内控质量标准要求负责
4锯切工对圆铸锭的定尺长度,切斜度和产品标识负责
4、工艺操作规程:4
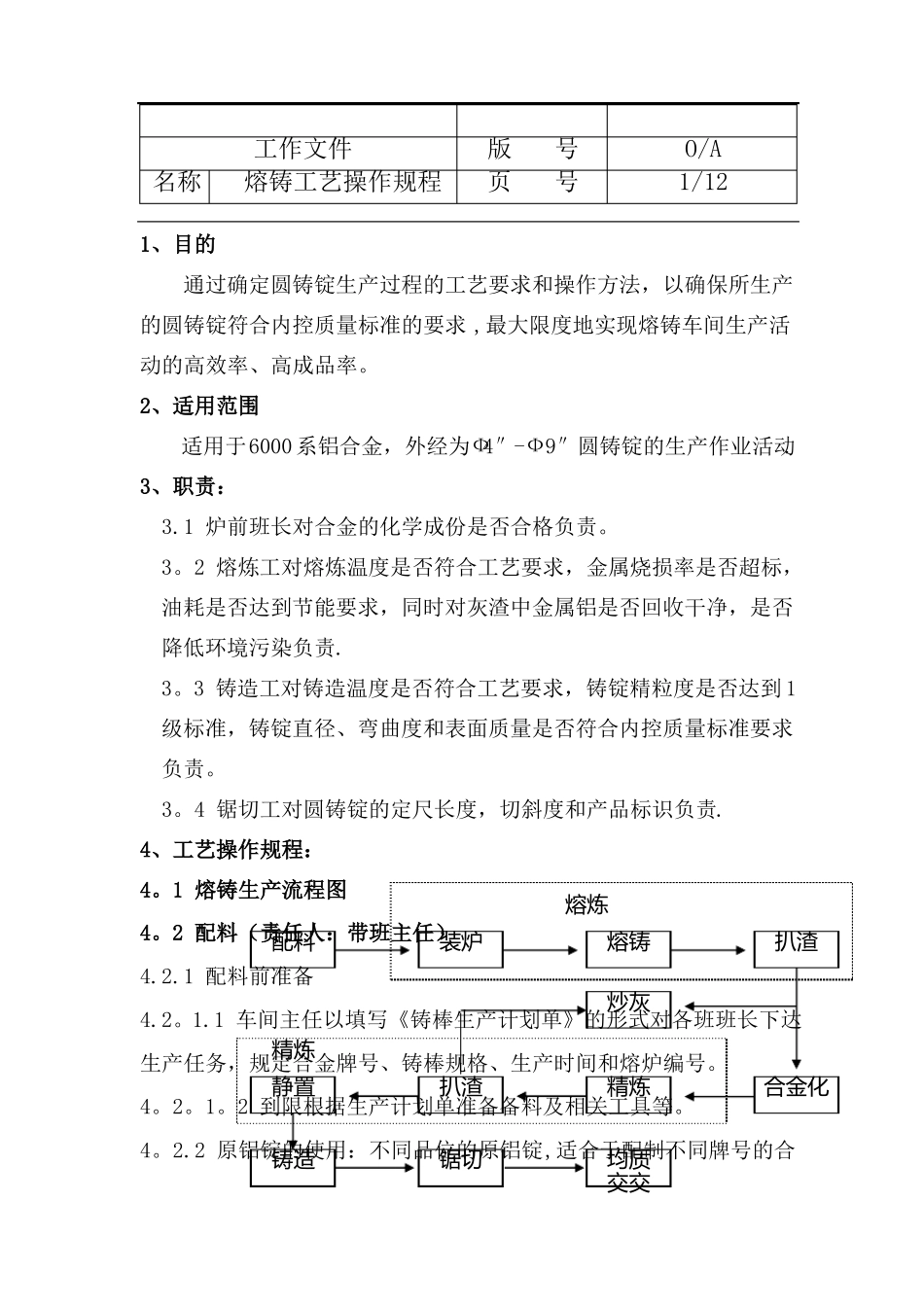
1熔铸生产流程图4
2配料(责任人:带班主任)配料装炉4
1配料前准备熔炼熔铸扒渣炒灰4
1车间主任以填写《铸棒生产计划单》的形式对各班班长下达精炼生产任务,规定合金牌号、铸棒规格、生产时间和熔炉编号
静置扒渣精炼4
2到限根据生产计划单准备备料及相关工具等
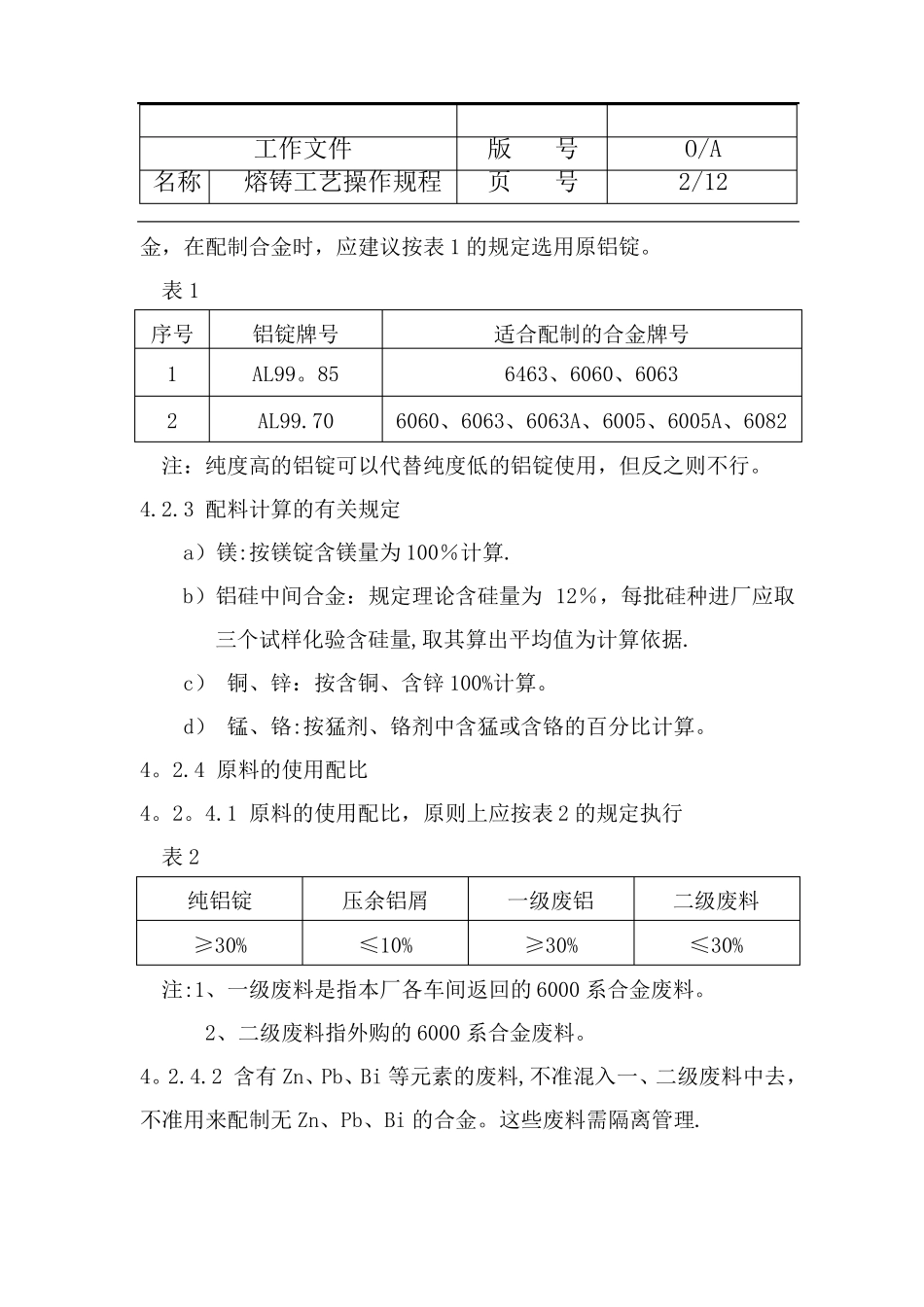
2原铝锭的使用:不同品位的原铝锭,适合于配制不同牌号的合铸造锯切均质交交名称工作文件熔铸工艺操作规程版号页号O/A2/12金,在配制合金时,应建议按表1的规定选用原铝锭
表1序号12铝锭牌号AL99
85AL99
70适合配制的合金牌号6463、6060、60636060、6063、6063A、6005、6005A、6082注:纯度高的铝锭可以代替纯度低的铝锭使用,但反之则不行
3配料计算的有关规定a)镁:按镁锭含镁量为100%计算
b)铝硅中间合金:规定理论含硅量为12%,每批硅种进厂应取三个试样化验含硅量,取其算出平均值为计算依据
c)铜、锌:按含铜、含锌100%计算
d)锰、铬:按猛剂、铬剂中含猛或含铬的百分比计算