聯能科技(深圳)有限公司標準書(標準名稱)半成品SPC作業規範編號:1QQ23-009頁次:1/61
目的:為確保統計制程管制(SPC)系統能有效實施,預防重大品質異常之發生
範圍:本規範涵蓋製程自主檢驗,IPQC檢驗,化驗室等,如客戶另有要求,則依客戶要求執行之
1工程人員訂定規格且製程穩定後由線上人員或IPQC負責相關管制圖資料之填寫及完成
2廠內化學藥液之管制由化驗室人員擔當4
參考文件:統計技術管理程序(1QQ02-005)5
作業流程:無7
作業內容:7
1管制圖別,實施站別,管制項目,規格值,參考管制值,檢驗工具,取樣方式及擔當:7
1管制站別:如附件所示
2取樣頻率:符合SPC以連續性取樣為原則(組內變異小,組間變異大)
2SPC作業管制及規範:7
1規格及管制上下限:各站規格,管制上下限如SPC管制圖、推移圖作業注意事項中所示
2各站作業規範:作業規範(取樣方式,數據取得,製圖方式)見各站SPC管制圖、推移圖作業注意事項所示
3異常處理:異常處理之反應對象,反應時效及處理方式見各站SPC管制圖、推移圖作業注意事項所示
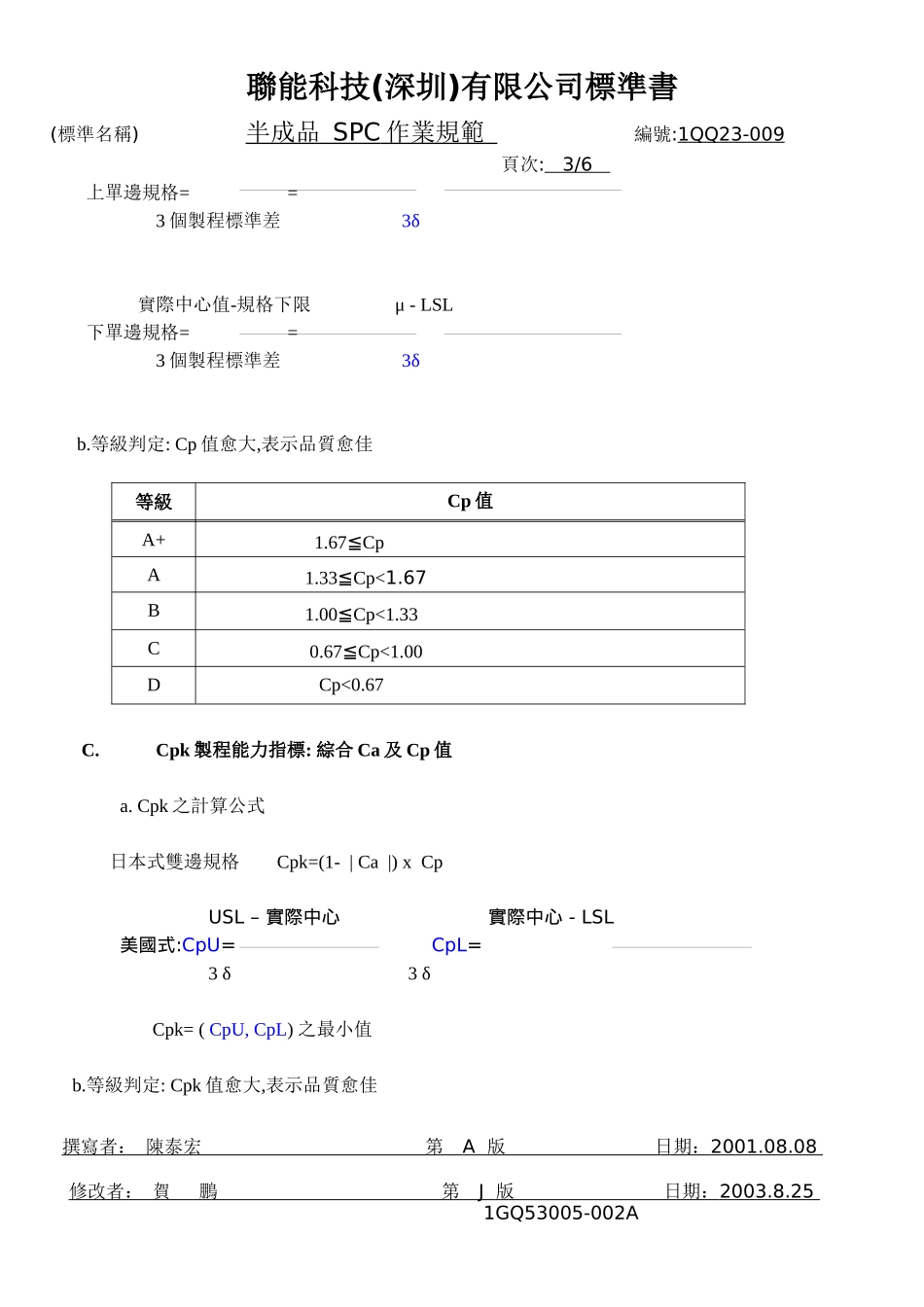
4每月Cpk檢討重要度:若A級在1
67以下由製程主導專案改善若B級在1
33以下由製程主導專案改善7
5凡客戶有特殊要求時,按客戶要求執行
6管制圖之修正以每半年一次針對所有A級Cpk