冲裁间隙对冲压件质量影响的实验研究吕建强,王玲(1
淮阴工学院,机械工程学院江苏淮安223003)摘要:本文通过一套刚性卸料冲模,以一组十个不同尺寸的冲头,形成不同的冲裁间隙,研究了在自由冲裁状态时,冲裁间隙的取值对冲裁件尺寸精度、冲裁面质量、平面度的影响
关键词:冲裁件;间隙;断面质量中图分类号:TG386
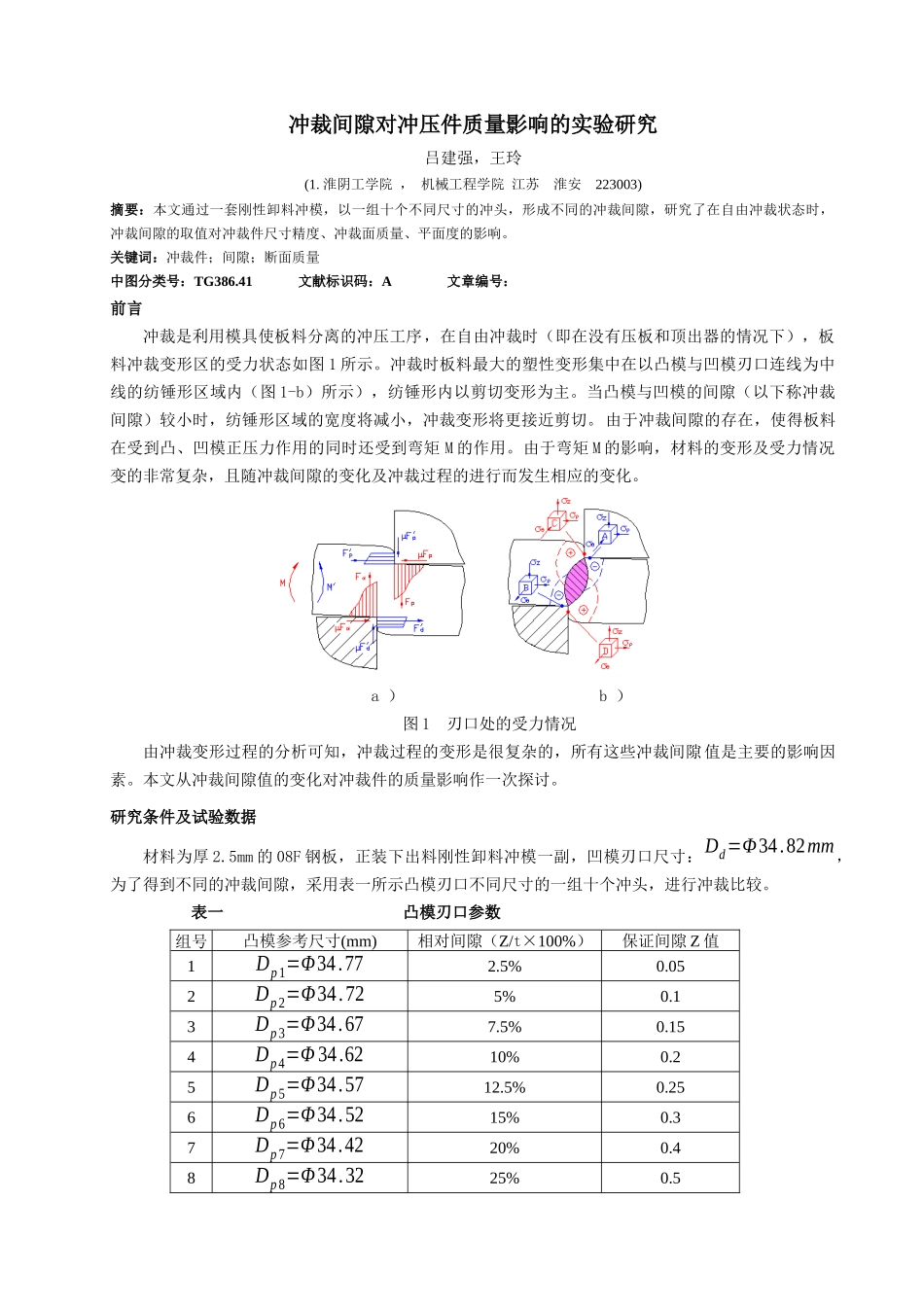
41文献标识码:A文章编号:前言冲裁是利用模具使板料分离的冲压工序,在自由冲裁时(即在没有压板和顶出器的情况下),板料冲裁变形区的受力状态如图1所示
冲裁时板料最大的塑性变形集中在以凸模与凹模刃口连线为中线的纺锤形区域内(图1-b)所示),纺锤形内以剪切变形为主
当凸模与凹模的间隙(以下称冲裁间隙)较小时,纺锤形区域的宽度将减小,冲裁变形将更接近剪切
由于冲裁间隙的存在,使得板料在受到凸、凹模正压力作用的同时还受到弯矩M的作用
由于弯矩M的影响,材料的变形及受力情况变的非常复杂,且随冲裁间隙的变化及冲裁过程的进行而发生相应的变化
a)b)图1刃口处的受力情况由冲裁变形过程的分析可知,冲裁过程的变形是很复杂的,所有这些冲裁间隙值是主要的影响因素
本文从冲裁间隙值的变化对冲裁件的质量影响作一次探讨
研究条件及试验数据材料为厚2
5mm的08F钢板,正装下出料刚性卸料冲模一副,凹模刃口尺寸:Dd=Φ34
82mm,为了得到不同的冲裁间隙,采用表一所示凸模刃口不同尺寸的一组十个冲头,进行冲裁比较
表一凸模刃口参数组号凸模参考尺寸(mm)相对间隙(Z/t×100%)保证间隙Z值1Dp1=Φ34
052Dp2=Φ34
13Dp3=Φ34
154Dp4=Φ34
6210%0
25Dp5=Φ34
256Dp6=Φ34
5215%0
37Dp7=Φ34
4220%0
48Dp8=Φ34
3225%0
5第2页共6页编号:时间