采用PLC技术全面实现新钢三期技改综合料场自动化控制刘莉、何鹏(新余钢铁有限责任公司自动化部,江西新余338001)[摘要]本文介绍了以QUANTUM系列的MODICONPLC为控制核心组成的自动化系统在新钢三期技改综合料场中的技术应用,通过这些介绍,可以使我们更清楚地看到MODICONPLC在提高料场利用率、优化控制结构等方面所起到的关键作用,同时对于促进综合料场自动化水平,最终实现料场生产最优化所起到的积极意义
[关键词]综合料场;MODICONPLC;UNITYPRO;IFIX4
0;自动控制一
概况综合料场项目是公司三期技改工程配套建设项目,在现有原料场、煤场的基础上或新建或扩建或改造,以满足焦炉、烧结机、炼铁等生产工序对原燃料的需求
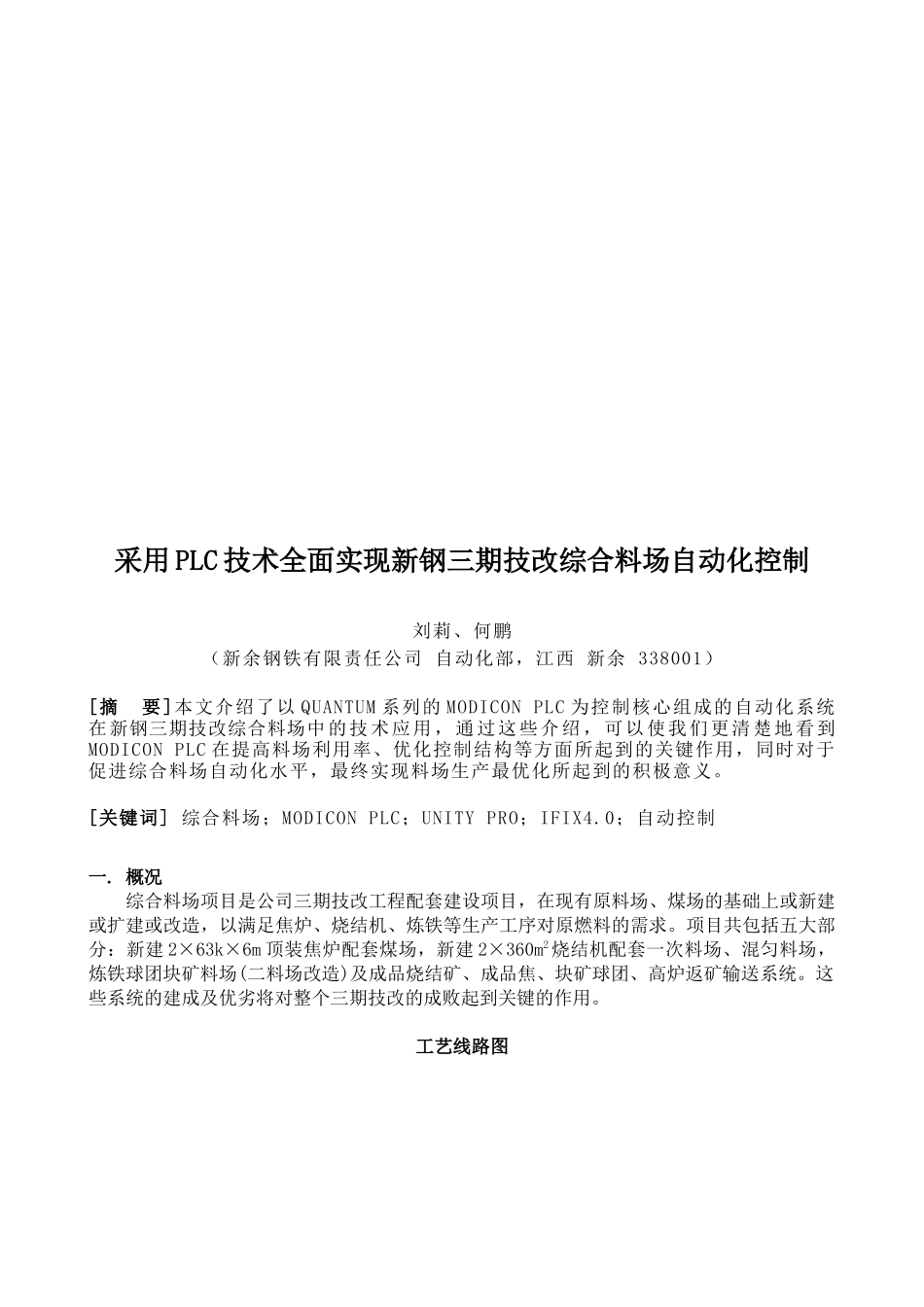
项目共包括五大部分:新建2×63k×6m顶装焦炉配套煤场,新建2×360m2烧结机配套一次料场、混匀料场,炼铁球团块矿料场(二料场改造)及成品烧结矿、成品焦、块矿球团、高炉返矿输送系统
这些系统的建成及优劣将对整个三期技改的成败起到关键的作用
工艺线路图二
占地广,设备繁多且分散
系统区域内外接口多
移动机械如堆取料机多,优化效率、确保通讯安全难度大
料线交叉多,组合优化难度大
生产强度大,生产后可供调试时间短
自动化系统设计原则综合料场作为公司原料的主要接入地,其作用主要有二:1
利用有限的场地,尽可能快速、合理的将原料堆放到最适宜的地方
尽可能快速将原料取出输送至需料的生产设备
而自动化系统作为料场重要组成部分,其意义不仅仅只是实现了对现场设备的远程控制,还在于实现对整体工艺情况的完整掌控,并为操作人员提供最友好的界面,从而充分提高料场全区域设备的利用系数,实现生产流程最优化
基于以上认识,此次自动化设计的总原则是:在保证设备及人身安全的前提下,尽量优化供料流程,提高设备作业率,充分挖掘料场存储