数控英才网(httP://cnc
jdjob88
com)数控机床电气连接结合数控机床电气原理图,将机床接线端子排XT1,XT2尚未连接的电缆按照要求连接完毕
全部连接正确得5分,连接错误1条或未连接扣1分,对所连接的电缆描述不正确扣0
5分,扣完为止
如果出现连接不牢靠,连接过于凌乱酌情扣分
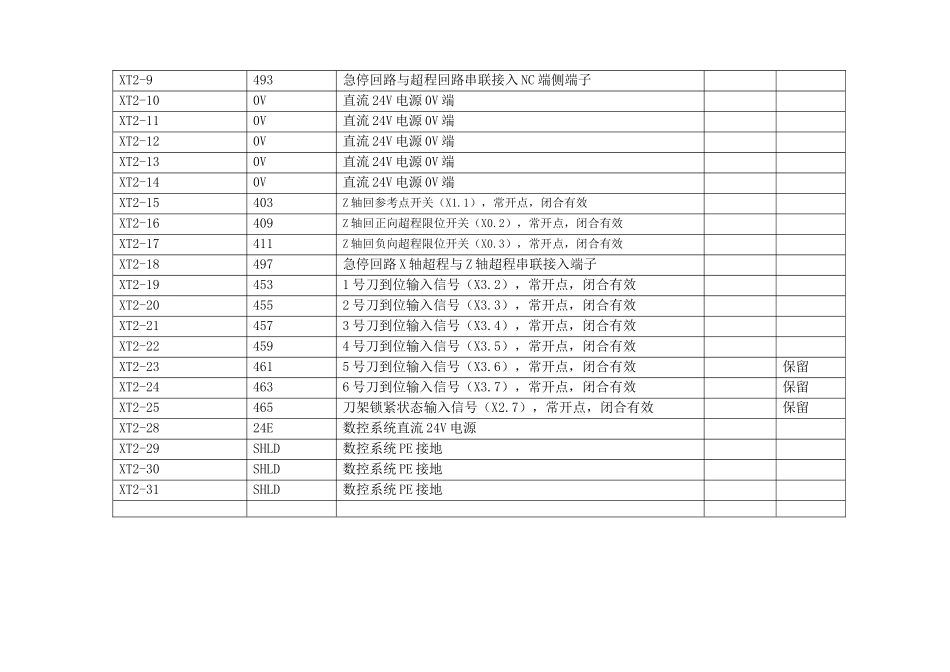
表二:电气连接记录表所在位置电缆端号电缆名称或作用(要求学生描述内容)得分备注XT1-1U01主轴电机风扇电源单相交流220VXT1-2WO1主轴电机风扇电源XT1-3U02冷却电机电源XT1-4V02冷却电机电源三相380VXT1-5W02冷却电机电源XT1-6U03刀架电机电源XT1-7V03刀架电机电源三相380VXT1-8W03刀架电机电源XT1-129照明灯电源单相交流220VXT1-14103电柜风扇电源单相交流110VXT2-124E直流24V电源保留XT2-2203数控系统启停控制电路直流24V端XT2-3208数控系统启动按钮KA0自锁节点XT2-4592数控系统关机按钮SB1常闭点触点XT2-5219导轨润滑电机直流24V电源XT2-6401X轴回参考点开关(X1
0),常开点,闭合有效XT2-7405X轴回正向超程限位开关(X0
0),常开点,闭合有效XT2-8407X轴回负向超程限位开关(X0
1),常开点,闭合有效得分XT2-9493急停回路与超程回路串联接入NC端侧端子XT2-100V直流24V电源0V端XT2-110V直流24V电源0V端XT2-120V直流24V电源0V端XT2-130V直流24V电源0V端XT2-140V直流24V电源0V端XT2-15403Z轴回参考点开关(X1
1),常开点,闭合有效XT2-16409Z轴回正向超程限位开关(X0
2),常开点,闭合有效XT2-17411Z轴回负向超程限位开关(X0
3),常开点,闭合有效XT2-1