数控车床对刀及建立工件坐标系的方法摘要:利用数控车床进行零件加工时,开机后,我们先要执行回参考点的操作,以便建立机床坐标系;然后要进行对刀及建立工件坐标系的操作,最后再编制零件的程序并加工
对刀的准确与否直接会影响后面的加工
在实际使用中,试切法对刀有三种形式,本文主要介绍这三种对刀形式
关键字:数控车床机床坐标系工件坐标系试切法对刀正文:在数控车床上加工零件时,我们通常先开机回零,然后安装零件毛坯和刀具,接着要进行对刀和建立工件坐标系的操作,最后才是编制程序和自动加工对刀操作的正确与否,直接会影响后续的加工
对刀有误的话,轻则影响零件的加工精度,重则会造成机床事故
所以作为数控车床的操作者,首先要掌握对刀及工件坐标系的建立方法
数控车床上的对刀方法有两种:试切法对刀和机外对刀仪对刀
一般学校没有机外对刀仪这种设备,所以采用试切法对刀
而根据实际需要,试切法对刀又可以采用三种形式,本文以华中数控HNC-21/T系统为例来阐述这三种形式的对刀及工件坐标系的建立方法
一、T对刀T对刀的基本原理是:对于每一把刀,我们假设将刀尖移至工件右端面中心,记下此时的机床指令X、Z的位置,并将它们输入到刀偏表里该刀的X偏置和Z偏置中
以后数控系统在执行程序指令时,会将刀具的偏置值加到指令的X、Z坐标中,从而保证所到达的位置正确
其具体的操作如下:第1页共14页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共14页(1)开启机床,释放“急停”按钮,按“回零”,再按“+X”和“+Z”,执行回参考点操作
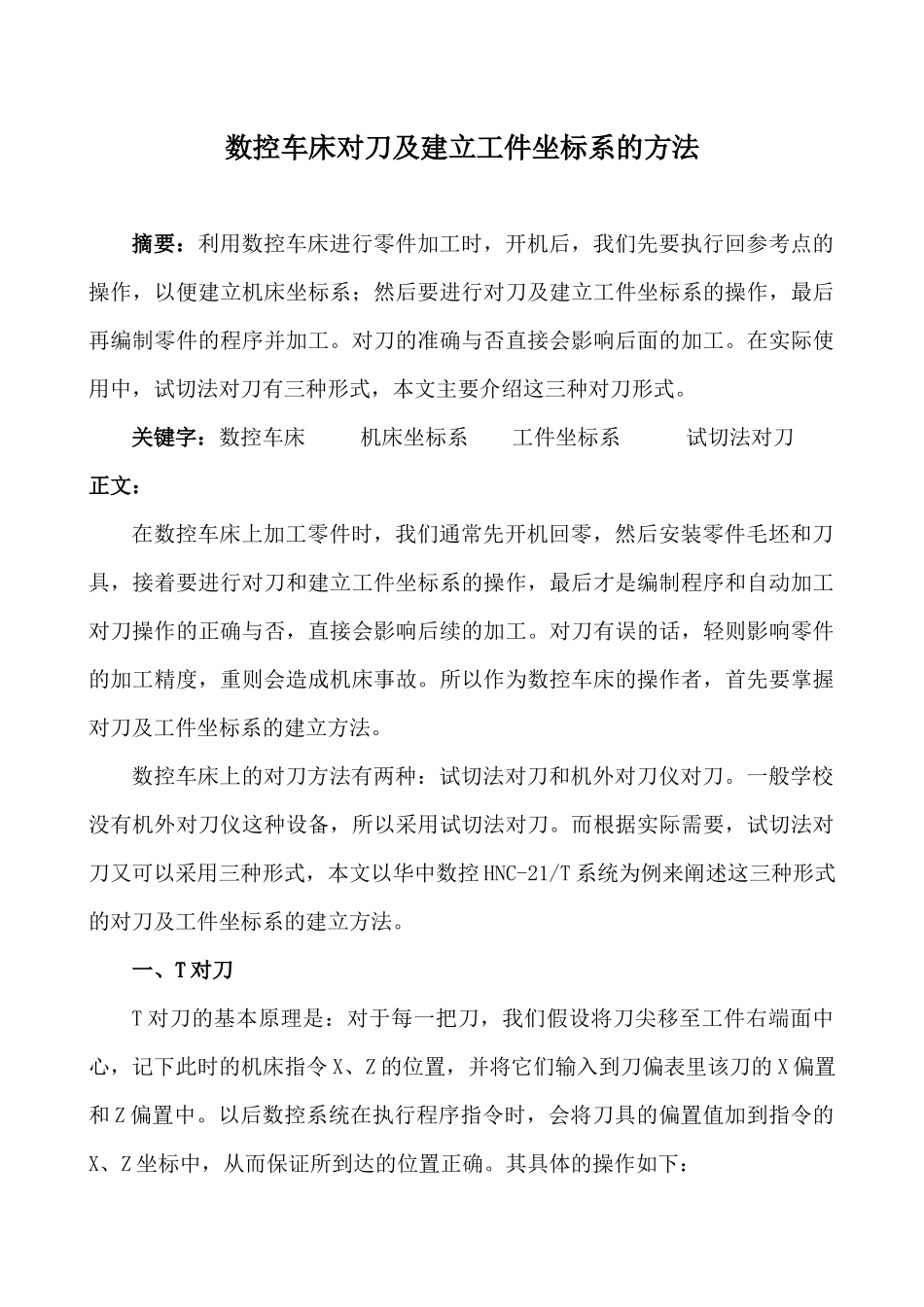
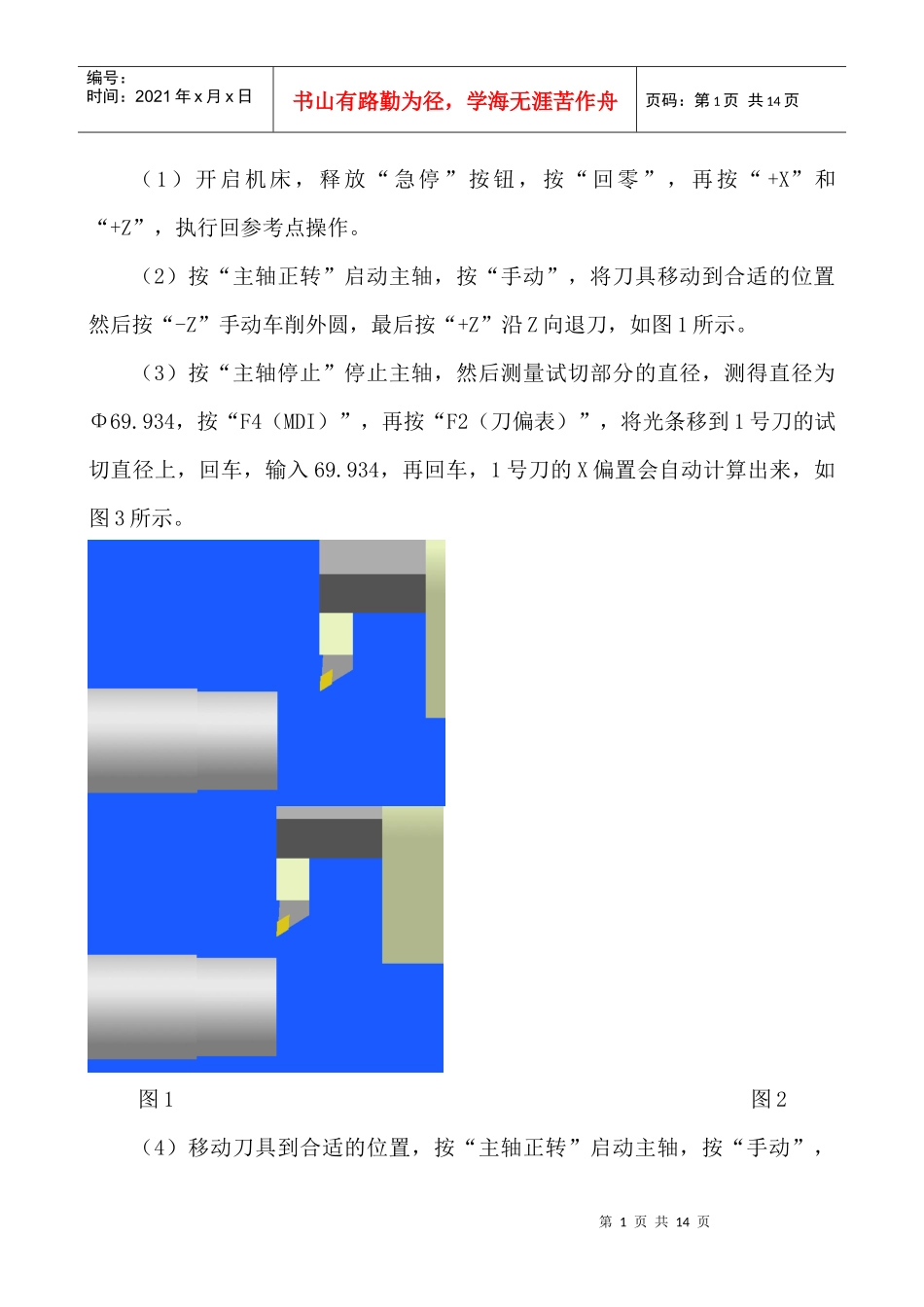
(2)按“主轴正转”启动主轴,按“手动”,将刀具移动到合适的位置然后按“-Z”手动车削外圆,最后按“+Z”沿Z向退刀,如图1所示
(3)按“主轴停止”停止主轴,然后测量试切部分的直径,测得直径为Φ69
934,按“F4(MDI)”,再按“F2(刀偏表)”,将光条移到1号刀