燕山大学课程设计说明书题目:“后托架”零件机械加工工艺规程及“铣底平面”工序夹具设计与制造院(系):机械工程学院年级专业:10级卓越试点班学生姓名:杨乐乐学生学号:100101010314指导教师:吴凤和陈锦江教师职称:教授副教授二〇一二年十二月目录1机床后托架加工工艺11
1机床后托架的工艺分析11
2机床后托架的工艺要求及工艺分析11
1机床`后托架的技术要求21
3加工工艺过程31
4确定各表面加工方案31
1在选择各表面及孔的加工方法时,要综合考虑以下因素31
2平面的加工41
3孔的加工方案41
5确定定位基准41
1粗基准的选择41
2精基准选择的原则51
6工艺路线的拟订61
1工序的合理组合61
2工序的集中与分散71
3加工阶段的划分71
4加工工艺路线方案81
7机床后托架的偏差,加工余量,工序尺寸及毛坯尺寸的确定91
1毛坯的结构工艺要求101
2机床后托架的偏差计算101
8确定切削用量及基本工时161
1工序1:粗、精铣底面161
2工序2粗、半精、精镗CA6140侧面三杠孔181
3工序3:钻顶面四孔281
4工序4:钻侧面两孔342专用夹具设计372
1铣底面夹具设计372
1定位基准的选择372
2夹具方案图372
3夹具设计及操作的简要说明38结论38参考文献381机床后托架加工工艺1
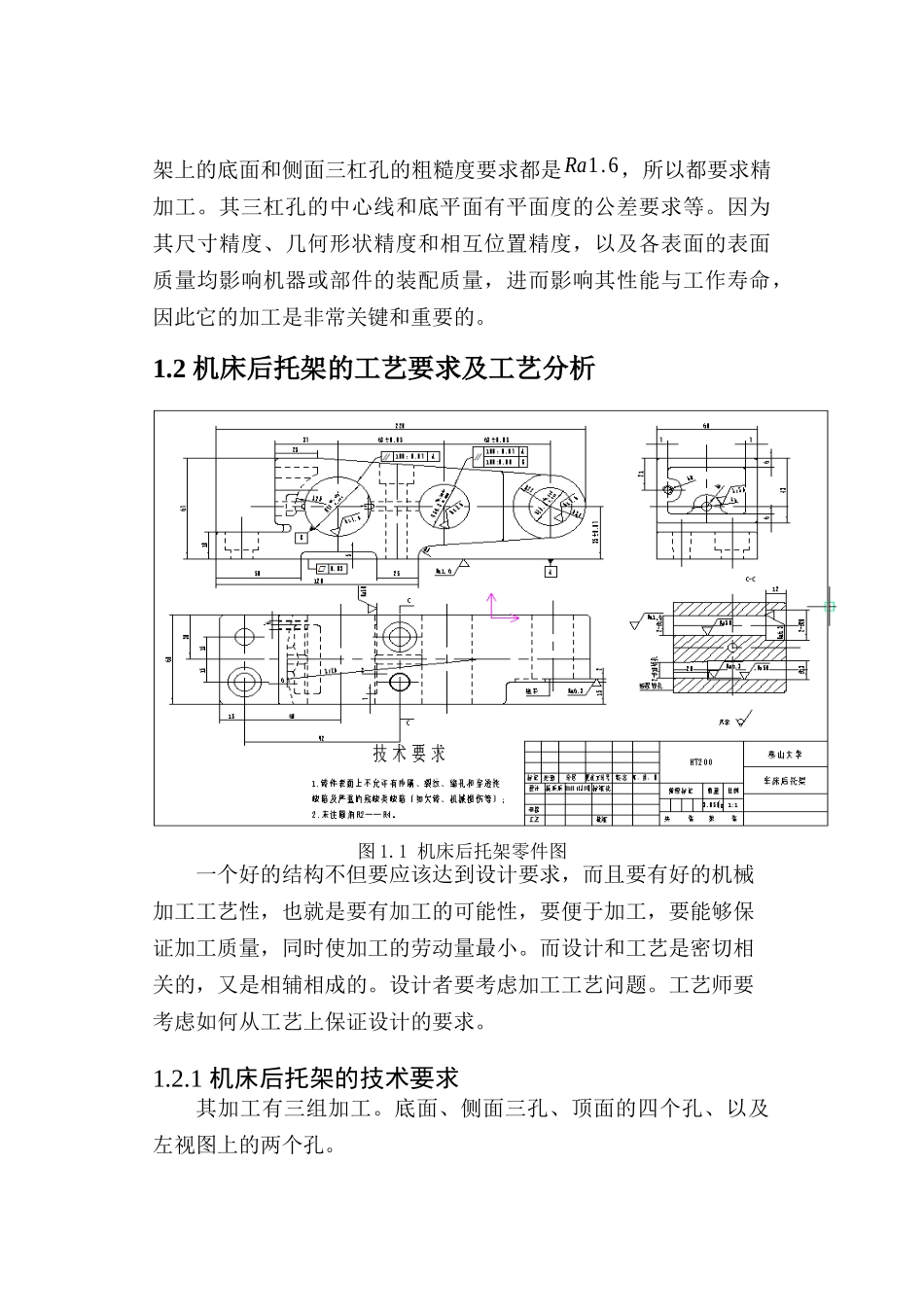
1机床后托架的工艺分析机床后托架的是机床的一个重要零件,因为其零件尺寸较小,结构形状也不是很复杂,但侧面三杠孔和底面的精度要求较高,此外还有顶面的四孔要求加工,但是对精度要求不是很高
后托架上的底面和侧面三杠孔的粗糙度要求都是Ra1
6,所以都要求精加工
其三杠孔的中心线和底平面有平面度的公差要求等
因为其尺寸精度、几何形状精度和相互位置精度,以及各表面的表面质量均影响机器或部件的装