第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页钢轨加热矫正操作工艺(暂行)钢轨矫正主要有打磨、捏轨和加热的方法,其中加热矫正方法安全,工艺易于控制,工效较高,其操作方法和注意事项如下:一、低温加热矫正的原理加热矫正的原理:金属物体不均匀受热会引起变形
通过对钢轨变形区局部进行低温烘烤加温,使钢轨局部产生温差而拉伸变形
理论上的温度为:220℃-250℃,实际操作中的温度为:100℃-150℃,这样做容易操作,烘烤时间短,不会改变钢轨金属的金相组织和物理性能
二、加热矫正需要的工具及人员1、液化气1瓶(4
8公斤),液化气喷火枪(1套:皮管、气瓶接头)
2、起道器1个,改道器1个,套筒板手2把,1m平尺1把,内燃打磨机1台,道尺一把
3、人员:3~4人(包括防护员)
三、加热矫正的工作程序1、钢轨平面打磨和加热矫正必须分开进行
先进行平面打磨,待钢轨完全冷却后进行加热校正,对较高的焊缝接头,应提前一天安排打磨,第二天进行加热校正
打磨后轨温较高,第2页共7页第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页不得用浇水的方法使其温度下降,会使钢轨变形
平面打磨后变形区要留有1
5㎜左右高差,再进行钢轨加热校正,矫正后稍加打磨即可
2、操作步骤
对钢轨变形区的加热方向的选择很重要,不能选错加热部位,这样会造成更大的变形,严重时会使钢轨难以复原
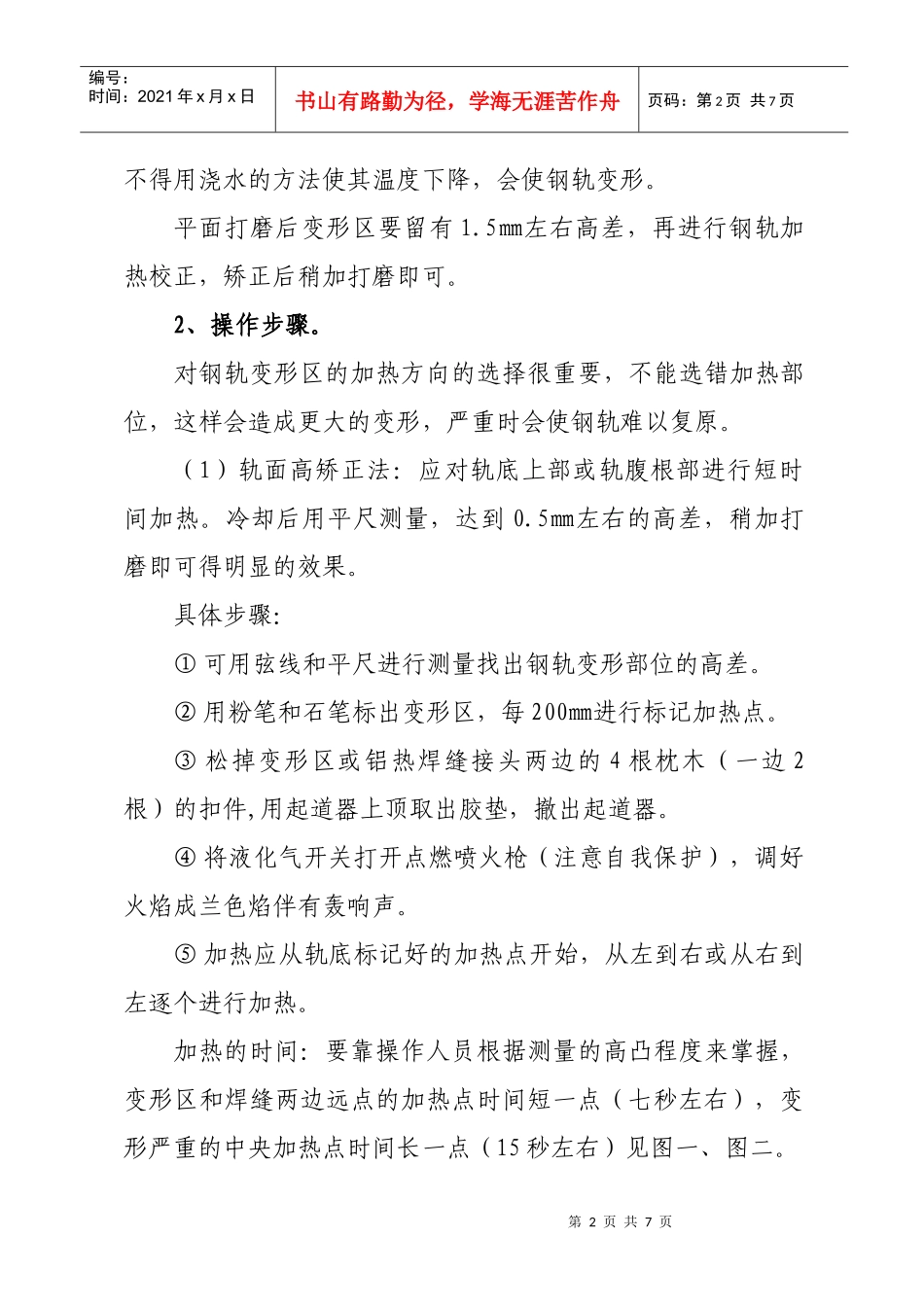
(1)轨面高矫正法:应对轨底上部或轨腹根部进行短时间加热
冷却后用平尺测量,达到0
5㎜左右的高差,稍加打磨即可得明显的效果
具体步骤:①可用弦线和平尺进行测量找出钢轨变形部位的高差
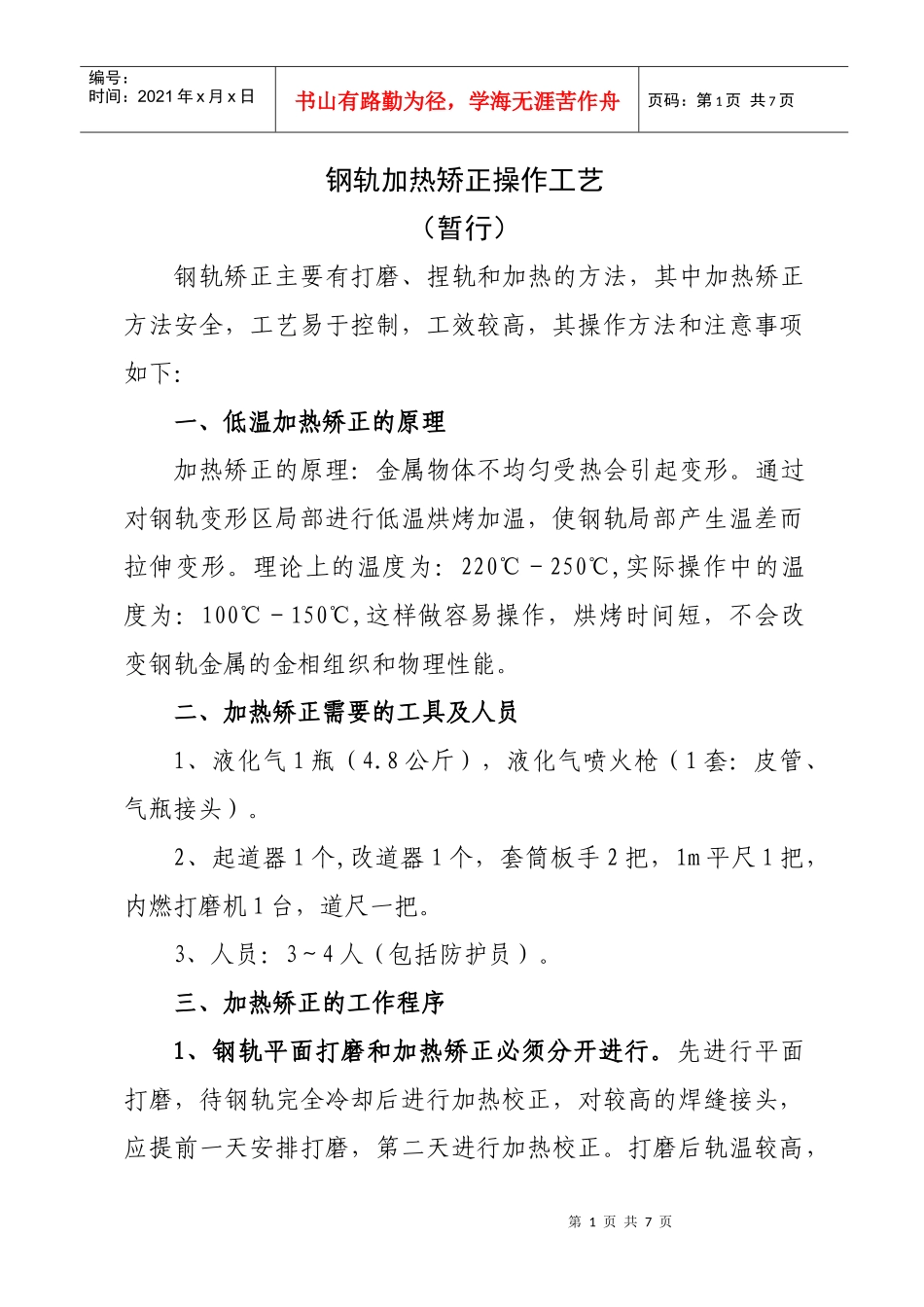
②用粉笔和石笔标出变形区,每200㎜进行标记加热点
③松掉变形区或铝热焊缝接头两边的4根枕木(一边2根)的扣件,用起道器上顶取出胶垫,撤出起道器
④将液化气开关打开点燃喷火枪(