第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共12页焊接工艺评定任务书编号:OLB/03JS-JL15A任务书编号HPR2010-005产品名称蒸汽锅炉设备名称氩弧焊机、直流焊接产品型号WNS2-1
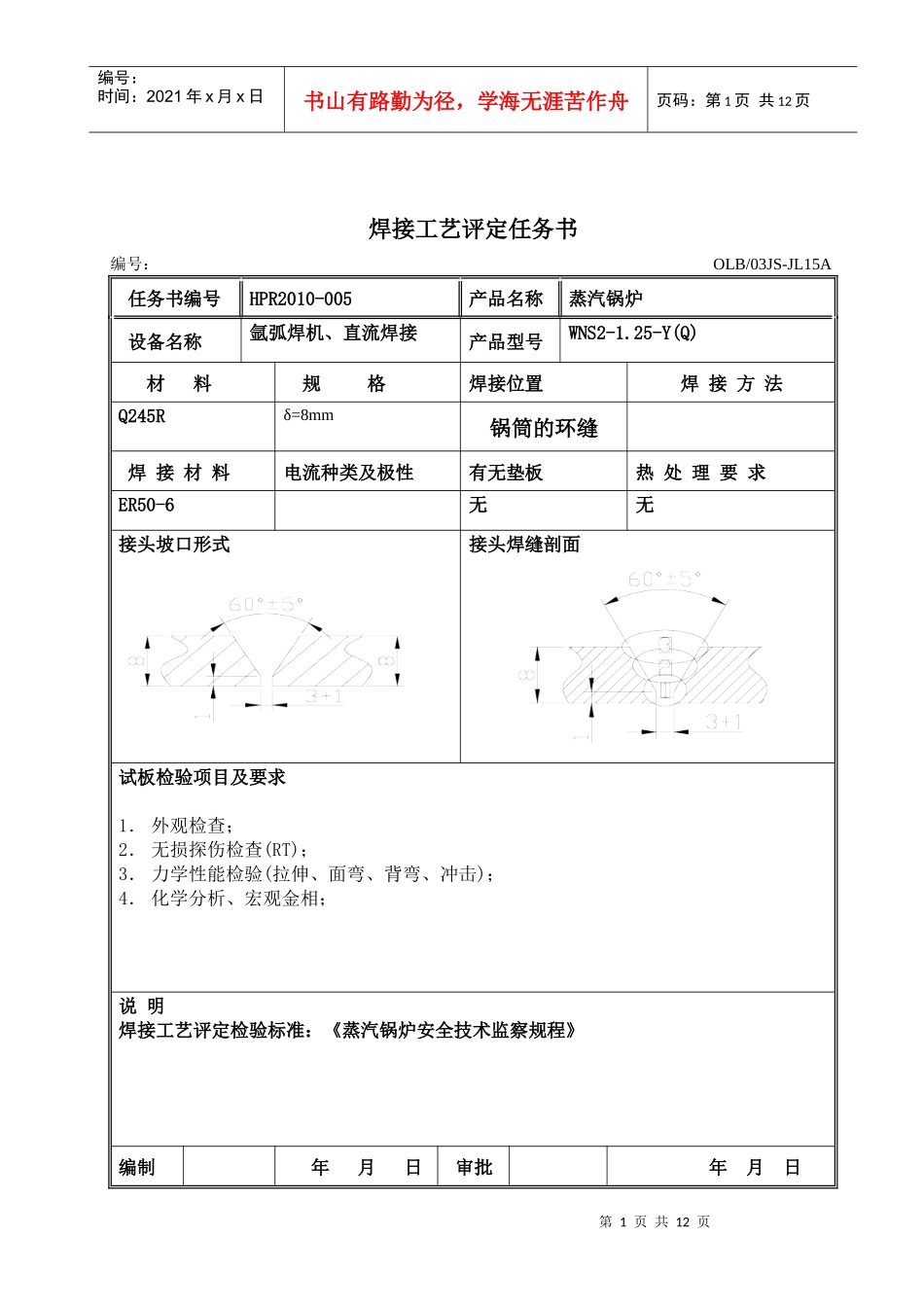
25-Y(Q)材料规格焊接位置焊接方法Q245Rδ=8mm锅筒的环缝焊接材料电流种类及极性有无垫板热处理要求ER50-6无无接头坡口形式接头焊缝剖面试板检验项目及要求1.外观检查;2.无损探伤检查(RT);3.力学性能检验(拉伸、面弯、背弯、冲击);4.化学分析、宏观金相;说明焊接工艺评定检验标准:《蒸汽锅炉安全技术监察规程》编制年月日审批年月日第2页共12页第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共12页序号:OLB/03JS-JL16奥林匹亚锅炉有限公司焊接工艺评定指导书页次第1页共2页焊接工艺指导书编号WPS2010-012焊接工艺评定报告编号PQR2010-012焊接方法氩弧、焊条电弧机械化程度(手工、半自动、自动):手工焊接接头板-板对接简图坡口形式V形坡口衬垫(材料及规格)无其他:母材类别号Ⅰ组别号1与类别号Ⅰ组别号1相焊标准号GB3274钢号Q245R与标准号GB3274钢号Q245R相焊厚度范围:母材:对接焊缝8mm角焊缝焊缝金属厚度范围:对接焊缝min6mm,max16mm角焊缝其他:母材规格:300x150x8两块焊接材料焊材类别焊丝焊条焊材型号焊材牌号ER50-6J507焊材标准GB/T8110-2008GB5117-95其他:焊丝直径:φ2
5耐蚀堆焊金属化学成分(%)CSiMnPSCrNiMoVTiNb其他:焊接位置对接焊缝位置水平焊接方向向上向下角焊缝位置焊接方向焊后热处理温度范围保温时间预热预热温度(允许最低值)焊剂焊剂标准第3页共12页第2页共12页编号:时间