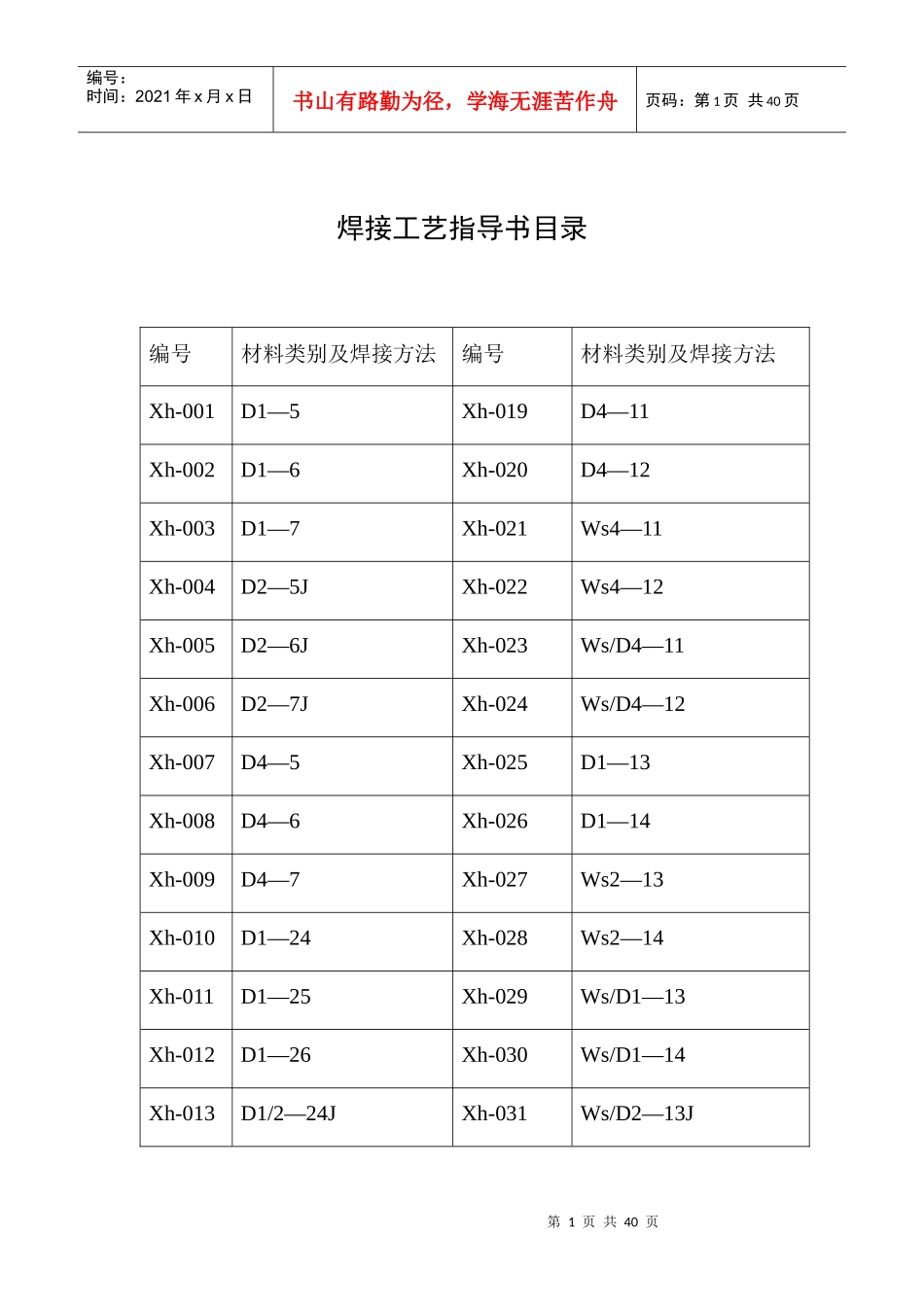
第1页共40页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共40页焊接工艺指导书目录编号材料类别及焊接方法编号材料类别及焊接方法Xh-001D1—5Xh-019D4—11Xh-002D1—6Xh-020D4—12Xh-003D1—7Xh-021Ws4—11Xh-004D2—5JXh-022Ws4—12Xh-005D2—6JXh-023Ws/D4—11Xh-006D2—7JXh-024Ws/D4—12Xh-007D4—5Xh-025D1—13Xh-008D4—6Xh-026D1—14Xh-009D4—7Xh-027Ws2—13Xh-010D1—24Xh-028Ws2—14Xh-011D1—25Xh-029Ws/D1—13Xh-012D1—26Xh-030Ws/D1—14Xh-013D1/2—24JXh-031Ws/D2—13J第2页共40页第1页共40页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共40页Xh-014D1/2—25JXh-032Ws/D2—14JXh-015D1/2—26JXh-033Ws/D2—19JXh-016D4—24Xh-034Ws/D2—20JXh-017D4—25Xh-035D1—20xXh-018D4--26Xh-036D2—20x焊接工艺指导书编号:XH-001试件代号:D1--5焊接方法:手弧焊焊接电源:交流母材类别:Q235-A焊条牌号:E4303试件位置:平焊板试件规格:300*100*10一:焊前准备及组焊要求1:坡口处内外侧15-20mm除锈、油污等,直至露出金属光泽
2:组对要求钝边为0
0mm,组对间隙3
0mm,错边量小于1
0mm3:反变形量:3度二:工艺参数焊接层次焊条直径(mm)焊接电流(A)极性焊接速度(mm/min)打底层Φ3
2115-12570