第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共9页一.焊接材料与方法选择要求1
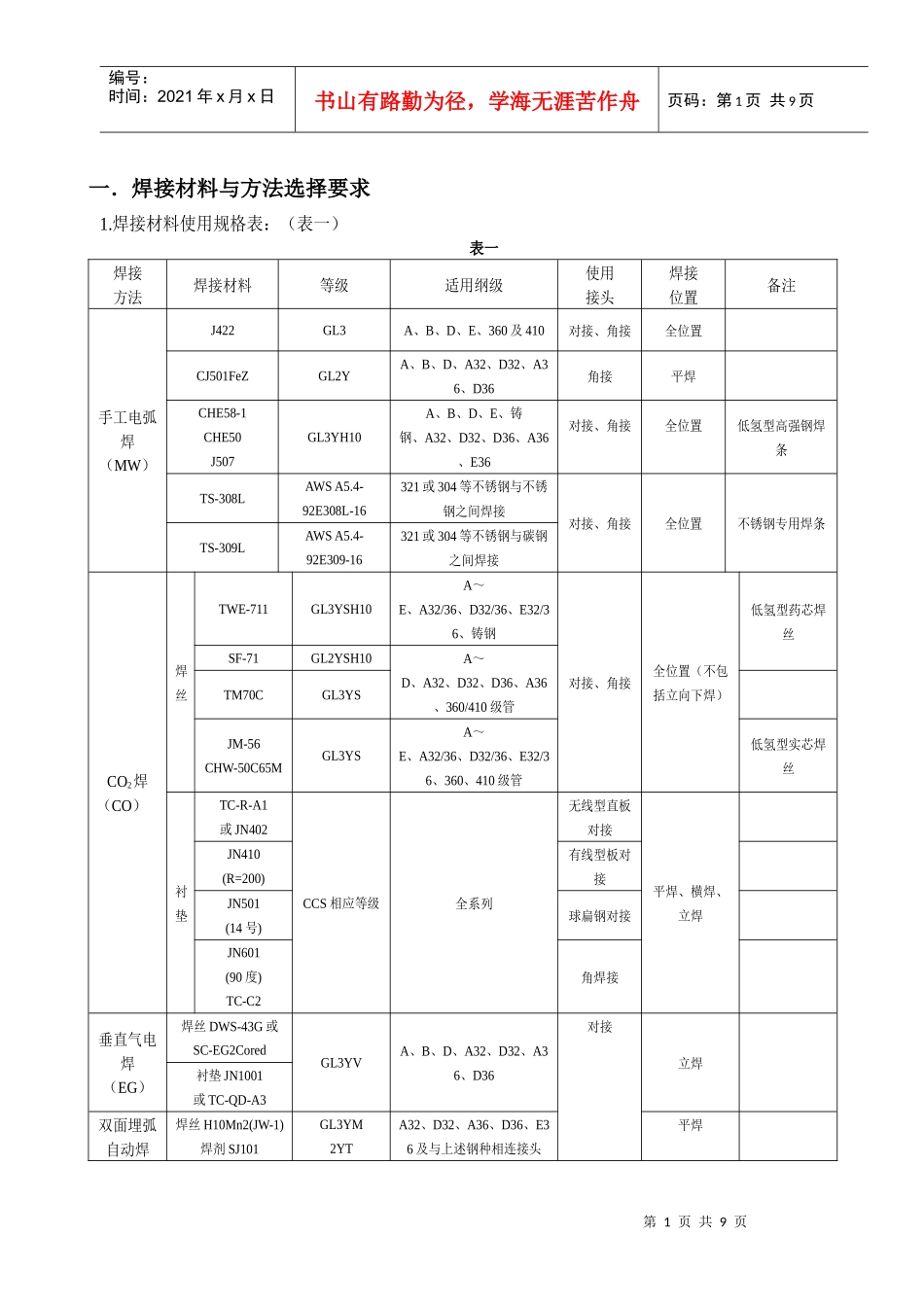
焊接材料使用规格表:(表一)表一焊接方法焊接材料等级适用纲级使用接头焊接位置备注手工电弧焊(MW)J422GL3A、B、D、E、360及410对接、角接全位置CJ501FeZGL2YA、B、D、A32、D32、A36、D36角接平焊CHE58-1CHE50J507GL3YH10A、B、D、E、铸钢、A32、D32、D36、A36、E36对接、角接全位置低氢型高强钢焊条TS-308LAWSA5
4-92E308L-16321或304等不锈钢与不锈钢之间焊接对接、角接全位置不锈钢专用焊条TS-309LAWSA5
4-92E309-16321或304等不锈钢与碳钢之间焊接CO2焊(CO)焊丝TWE-711GL3YSH10A~E、A32/36、D32/36、E32/36、铸钢对接、角接全位置(不包括立向下焊)低氢型药芯焊丝SF-71GL2YSH10A~D、A32、D32、D36、A36、360/410级管TM70CGL3YSJM-56CHW-50C65MGL3YSA~E、A32/36、D32/36、E32/36、360、410级管低氢型实芯焊丝衬垫TC-R-A1或JN402CCS相应等级全系列无线型直板对接平焊、横焊、立焊JN410(R=200)有线型板对接JN501(14号)球扁钢对接JN601(90度)TC-C2角焊接垂直气电焊(EG)焊丝DWS-43G或SC-EG2CoredGL3YVA、B、D、A32、D32、A36、D36对接立焊衬垫JN1001或TC-QD-A3双面埋弧自动焊焊丝H10Mn2(JW-1)焊剂SJ101GL3YM2YTA32、D32、A36、D36、E36及与上述钢种相连接头平焊第2页共9页第1页共9页编号:时间:2021年x月x日书山有