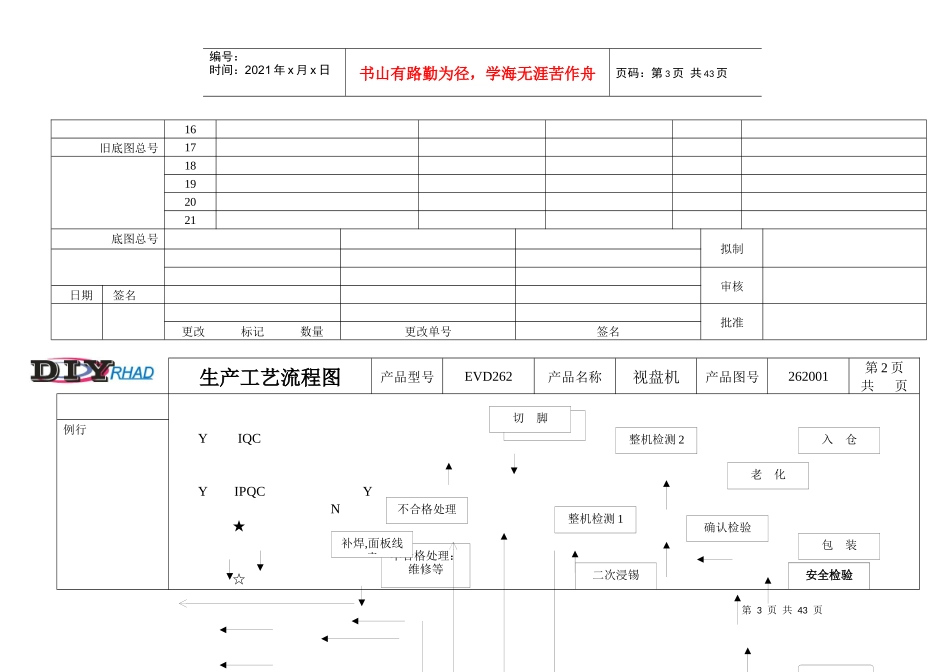
第1页共43页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共43页共册第册共页广州市RHAD音响有限公司工艺文件产品型号EVD262产品称号DVD视盘机动文件编号RHAD09262001旧底图总号底图总号日期签名第2页共43页第1页共43页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共43页拟制:审核:批准:年月日编制工艺文件目录产品型号EVD262产品名称视盘机产品图号262001第1页共页编号工艺文件名称名称图号页数备注123456789101112131415第3页共43页第2页共43页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共43页16旧底图总号1718192021底图总号拟制审核日期签名批准更改标记数量更改单号签名生产工艺流程图产品型号EVD262产品名称视盘机产品图号262001第2页共页YIQCYIPQCYN★☆例行出厂入仓插件确认检验不合格处理浸锡不合格处理:维修等包装切脚整机检测2二次浸锡安全检验补焊,面板线索老化整机检测1第4页共43页第3页共43页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共43页YYYFQC(功能检验)N★YFQC(例行检验2)装、焊电源开关等N=耐压测试安全件:☆N备注:YNIPQC1☆、★代表特殊工序,NYIPQC(例行检验1)☆代表关键工序
=产品一致性2、检验工序:IQC、IPQC、FQC装电源板等安全件:☆
NYIPQC(例行记录)旧底图总号底图总号拟制审核日期签名批准更改标记数量更改单号签名插件组工艺过程卡产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号000操作者工号000配件名称贴美纹胶出厂进料检验部件调试总装第5页共43页第4页共43页编号:时间:2021年x月x日书山有路勤为径