第1页共35页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共35页13
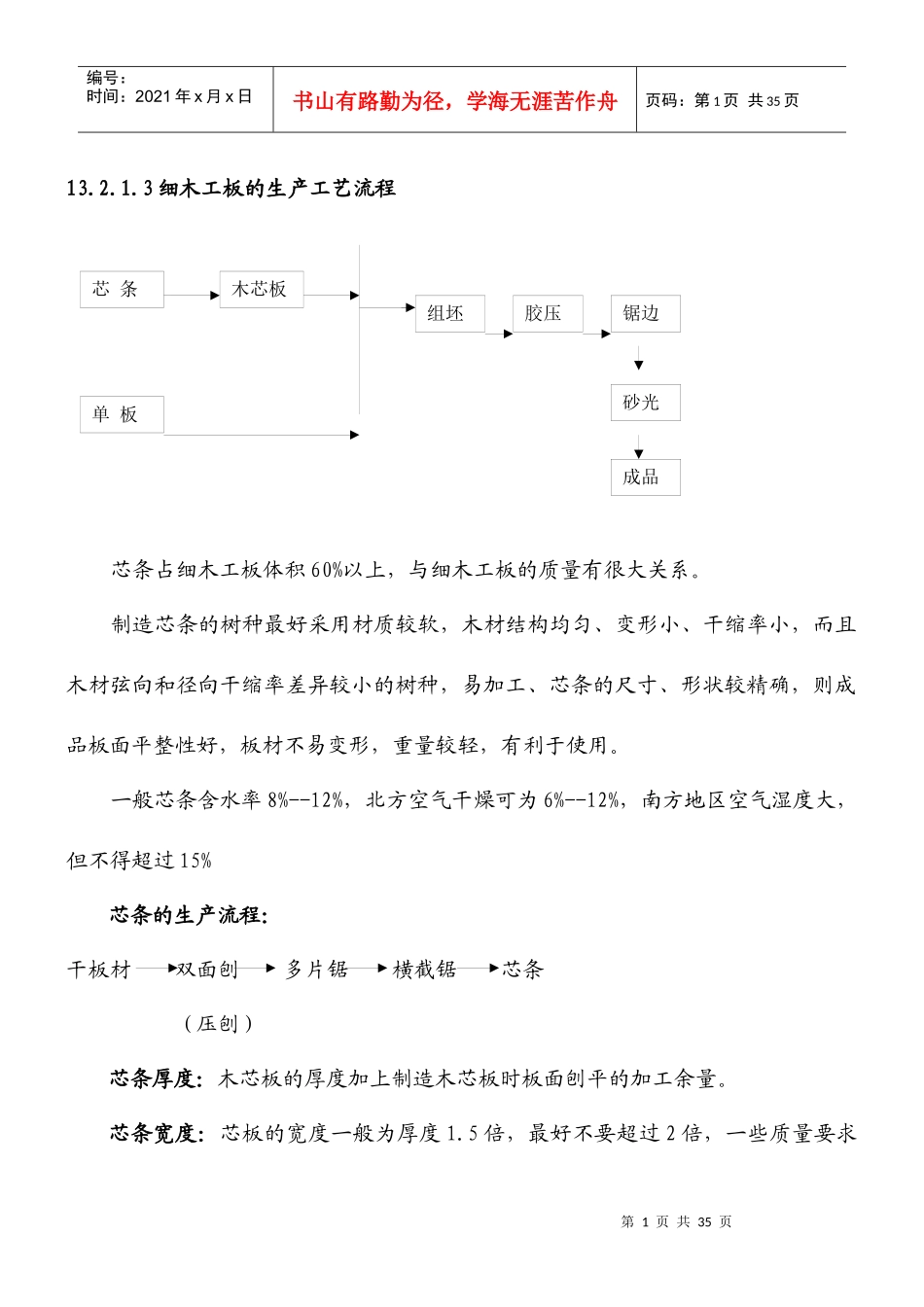
3细木工板的生产工艺流程芯条占细木工板体积60%以上,与细木工板的质量有很大关系
制造芯条的树种最好采用材质较软,木材结构均匀、变形小、干缩率小,而且木材弦向和径向干缩率差异较小的树种,易加工、芯条的尺寸、形状较精确,则成品板面平整性好,板材不易变形,重量较轻,有利于使用
一般芯条含水率8%--12%,北方空气干燥可为6%--12%,南方地区空气湿度大,但不得超过15%芯条的生产流程:干板材双面刨多片锯横截锯芯条(压刨)芯条厚度:木芯板的厚度加上制造木芯板时板面刨平的加工余量
芯条宽度:芯板的宽度一般为厚度1
5倍,最好不要超过2倍,一些质量要求芯条单板木芯板组坯胶压锯边砂光成品第2页共35页第1页共35页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共35页很高的细木工板芯条宽度不能大于20mm芯条越宽,当含水率发生变化时,芯条变形就越大
芯条长度:芯条越长,细木工板的纵向弯曲强度越高,然而芯条越长,木材利用率越低
芯条的材质:芯条不允许有树脂漏,不允许腐朽,不允许有爬楞
芯板的加工:使用芯条胶拼机木芯板胶拼后,板面粗糙不平,通常采用压刨加工,芯条加工精度很高的机拼木芯板,可以用砂光加工来代替刨光
2胶合板以木材为主要原料生产的胶合板,由于其结构的合理性和生产过程中的精细加工,可大体上克服木材的缺陷大大改善和提高木材的物理力学性能,胶合板生产是充分合理地利用木材、改善木材性能的一个重要方法
1定义:胶合板是由木段旋切成单板或由木方刨切成薄木,再用胶粘剂胶合而成的三层或多层的板状材料,通常用奇数层单板,并使相邻层单板的纤维方向互相垂直胶合而成
2胶合板的构成原则:对称原则:对称中心平面两侧的单板,无论树种