焊条生产工艺一、焊条制造工艺特点焊条制造工艺就是按焊条配方的设计要求制备涂料和焊芯,并把涂料涂敷在焊芯上,使之达到规定的形状、尺寸,经烘干成为焊条的一种手段
焊条品种型号复杂,规格尺寸多,质量要求严,在制造上具有生产周期短,连续作业性强,产量大的特点,所以要生产出一种优质焊条,除了有最佳的焊条配方设计、正确地选用原材料外,还必须有与之相应的制造工艺、装备和严格的检查测试手段
二、焊条制造工序焊条制造过程,须经多道工序,归纳起来主要有以下七大工序:1、焊芯的加工(去锈、拉拔、核直切断);2、焊条药皮原材料的制备(粉碎、筛粉);3、水玻璃的制备与调配;4、焊条涂料的配制;5、焊条的压涂成形;6、焊条烘干及包装;7、焊条成品的检验
第二节钢丝的拉拔工艺1、用剥壳机的弯曲导轮及钢丝轮刷剥离盘条氧化皮
2、用点焊机焊接好条头
3、在拔丝机上,按下列压缩比拉拔不同规格的焊芯丝:单位:mm直径允许误差为±0
注:模心尺寸可按实际情况变动
4、拉丝模具:模坯尺寸φ23×H20mm,材质YG8
5、拉拔用润滑剂可采用常熟市汪桥化工厂的无酸洗拉丝润滑剂
6、注意拉丝表面质量,当发现焊丝表面粘附润滑剂增多时,需及时更换拉丝模等
7、使用轧尖机时,要逆方向向轧尖机轧辊内送条,绝不允许顺方向使用,以防止出危险
第三节钢丝校直及其切断工艺一、钢丝的校直钢丝的校直是利用金属多次反复连续的塑性变形而达到校直的目的
校直是在高速旋转(一般转速在6000r/min以上)的校直筒完成的
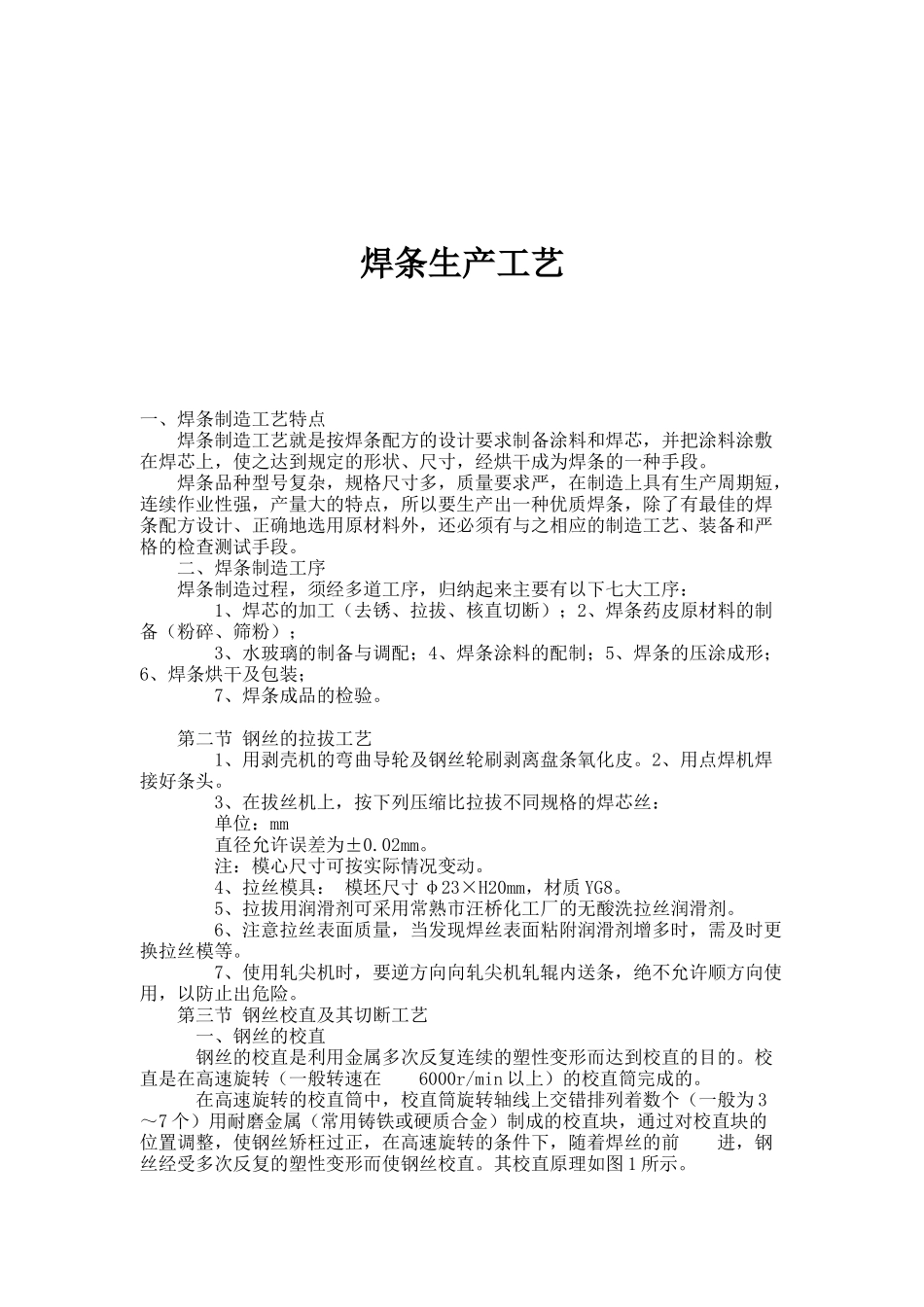
在高速旋转的校直筒中,校直筒旋转轴线上交错排列着数个(一般为3~7个)用耐磨金属(常用铸铁或硬质合金)制成的校直块,通过对校直块的位置调整,使钢丝矫枉过正,在高速旋转的条件下,随着焊丝的前进,钢丝经受多次反复的塑性变形而使钢丝校直
其校直原理如图1所示
图1钢丝校直原理图钢丝的校直质量主要取决于校直块位置的调整、校直筒