车架铆接工艺准则1目的为加强公司的工艺管理,完善车架铆接工艺,保证车架铆接质量,提高产品竞争力,特制定本准则
2范围本规范适用于本公司中重型卡车的车架总成及其零部件
1铆钉材料、化学成分、机械性能应符合Q450-1995;3
2铆钉表面一般进行氧化处理
1铆钉孔中心到弯曲边的最小距离(见图1)应符合表1规定
表1(单位:mm)铆钉直径d10121416最小距离D冷铆20242628热铆202630354
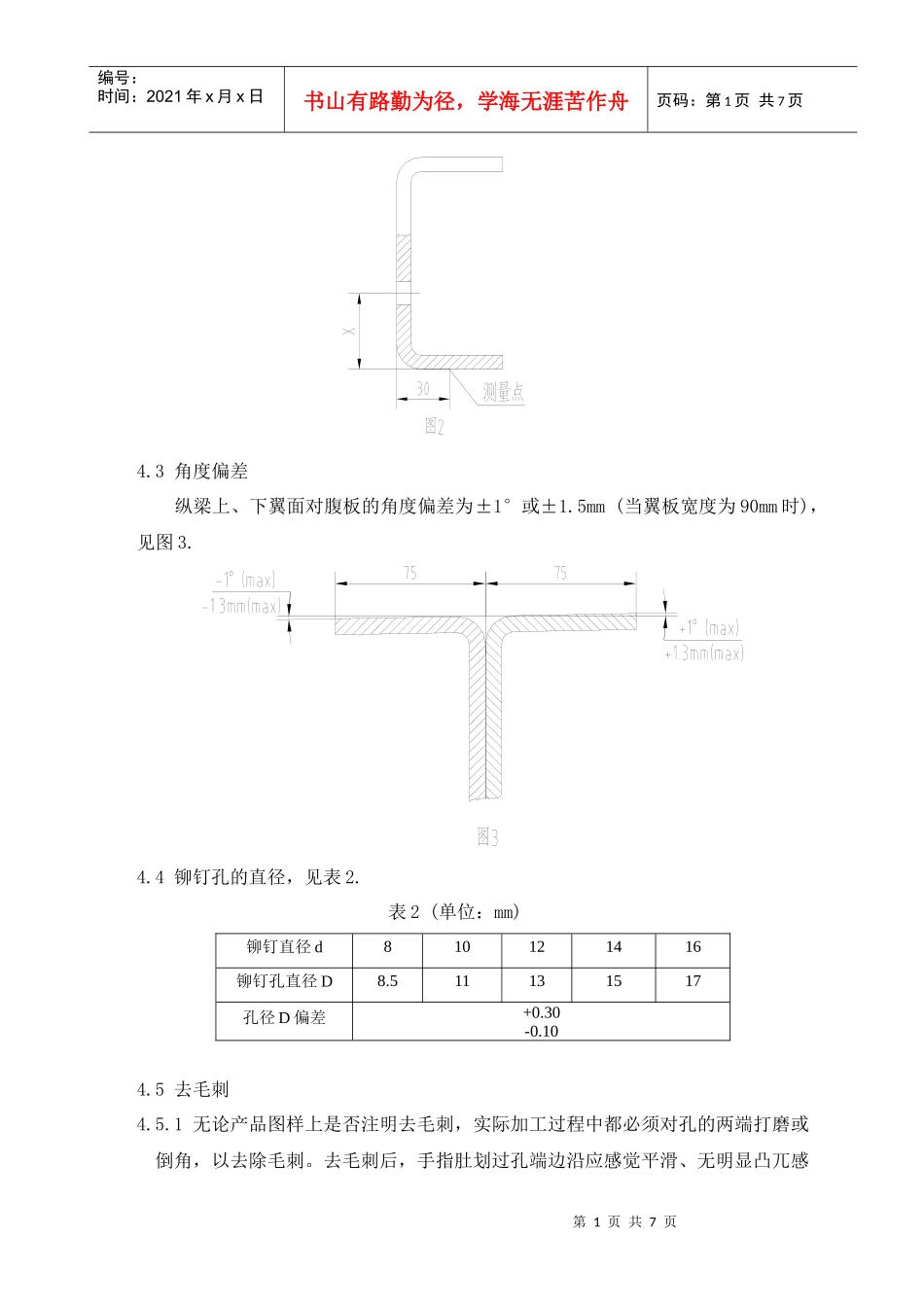
2测量点铆钉孔孔边距“X”应从图2所示测量点计起
第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页4
3角度偏差纵梁上、下翼面对腹板的角度偏差为±1°或±1
5mm(当翼板宽度为90mm时),见图3
4铆钉孔的直径,见表2
表2(单位:mm)铆钉直径d810121416铆钉孔直径D8
511131517孔径D偏差+0
1无论产品图样上是否注明去毛刺,实际加工过程中都必须对孔的两端打磨或倒角,以去除毛刺
去毛刺后,手指肚划过孔端边沿应感觉平滑、无明显凸兀感第2页共7页第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页孔内必须无残留铁屑或飞边
2零件装配时铆钉孔允许的最大位移量(错位量)为1
6mm,为消除位移可采用与孔径对应的铰刀绞孔,以保证铆钉能顺利插入
3铆钉孔位移量不大于1
0mm时,允许使用导正销或其它方法来使铆钉顺利插入铆钉孔,否则应绞孔至铆钉能顺利插入
4绞孔时铰刀的最大倾斜角为5°,铆钉插入前铆钉孔两端应按4
1的要求去毛刺
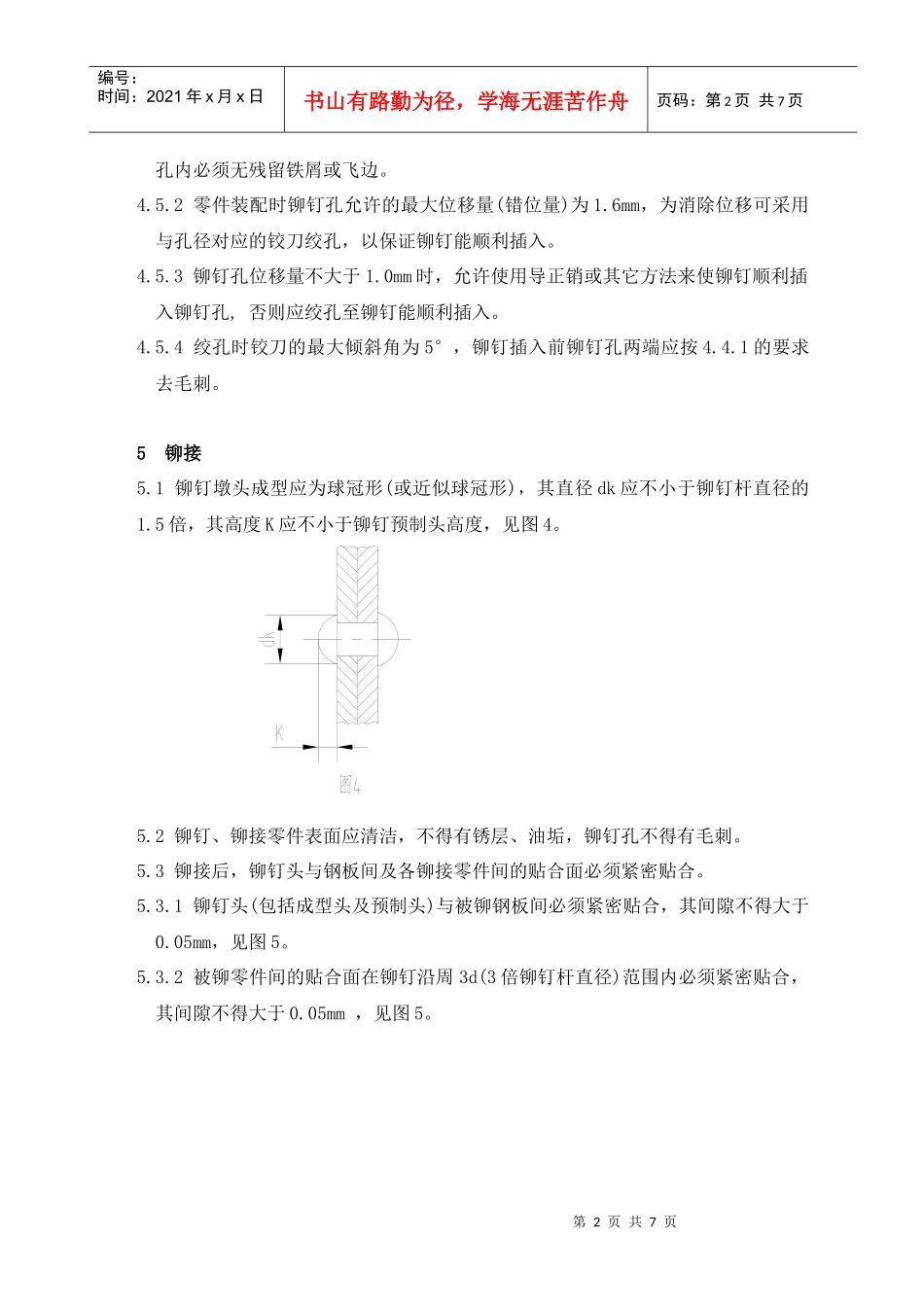
1铆钉墩头成型应为球冠形(或近似球冠形),其直径dk应不小于铆钉杆直径的1
5倍,其高度K应不小于铆钉预制头高度,见图4
2铆钉、铆接零件表面应清洁,不得有锈