冲模的安装使用和安全技朮第一节冲模与压力机的配合关系冲模与压力机的配合关系要从四个方面考虑﹐即冲模与压力机形式的配合关系﹔冲模与压力机力和功的配合关系﹔冲模与压力机尺寸的配合关系以及冲模与压力机刚度的配合关系
它直接关系到设备的合理使用﹑安全﹑产品质量﹑模具寿命﹑生产效率和成本等一系列重要问题
一﹑冲模与压力机形式的配合关系压力机的形式主要有曲轴(偏心)压力机﹑液压压力机﹑磨擦压力机﹑双动压力机﹑三动压力机﹑多任务位压力机﹑弯曲机﹑精冲压力机和高速压机等
曲轴(偏心)压力机适用于落料模﹑冲孔模﹑弯曲模和拉深模(浅拉深)
C形床身的开式曲轴压力机具有操作方便及容易安装机械化附属设备等优点﹐适用于中小型冲模
闭式机身的曲轴压力机刚度较好﹐精度较高﹐适用于大中型或精度要求较高的冲模
液压压力机适用于小批生产大型厚板的弯曲模﹑拉深模﹑成形模和校平模
它不会因为板材的厚度超差而过载﹐特别对于施力行程较大的加工﹐具有明显的优点
磨擦压力机适用于中小型件的校正模﹑压印模和成形模
当超过负荷时﹐只会引起飞轮与磨擦盘之间的滑动﹐而不致损坏机件﹑其缺点是飞轮轮缘磨损大﹐生产率比曲轴压力机低
双动压力机适用于大量生产大型﹑较复杂拉深件的拉深模
模具结构简单﹐压料可靠﹐容易调节
三动压力机的结构与工作原理和双动压力机类似﹐仅在底座中增设一个与上滑块运动相反的下滑块﹐增加了使用灵活性
多任务位压力机适用于同时安装落料﹑冲孔﹑压花﹑弯曲﹑拉深﹑切边等多辐模具
它适用于不宜用连续模生产的大批量成形冲件
弯曲机适用于小型复杂的弯曲件大量生产
弯曲机是自动化机床的一种﹐它具有自动送料装置及多滑块﹐它可对带料或丝料进行切边﹑冲裁﹑弯曲等加工
每一个动作都是利用凸轮﹑连杆和滑块单独进行驱动﹐模具各部分成为独立的单一体﹐从而大大简化了模具结构
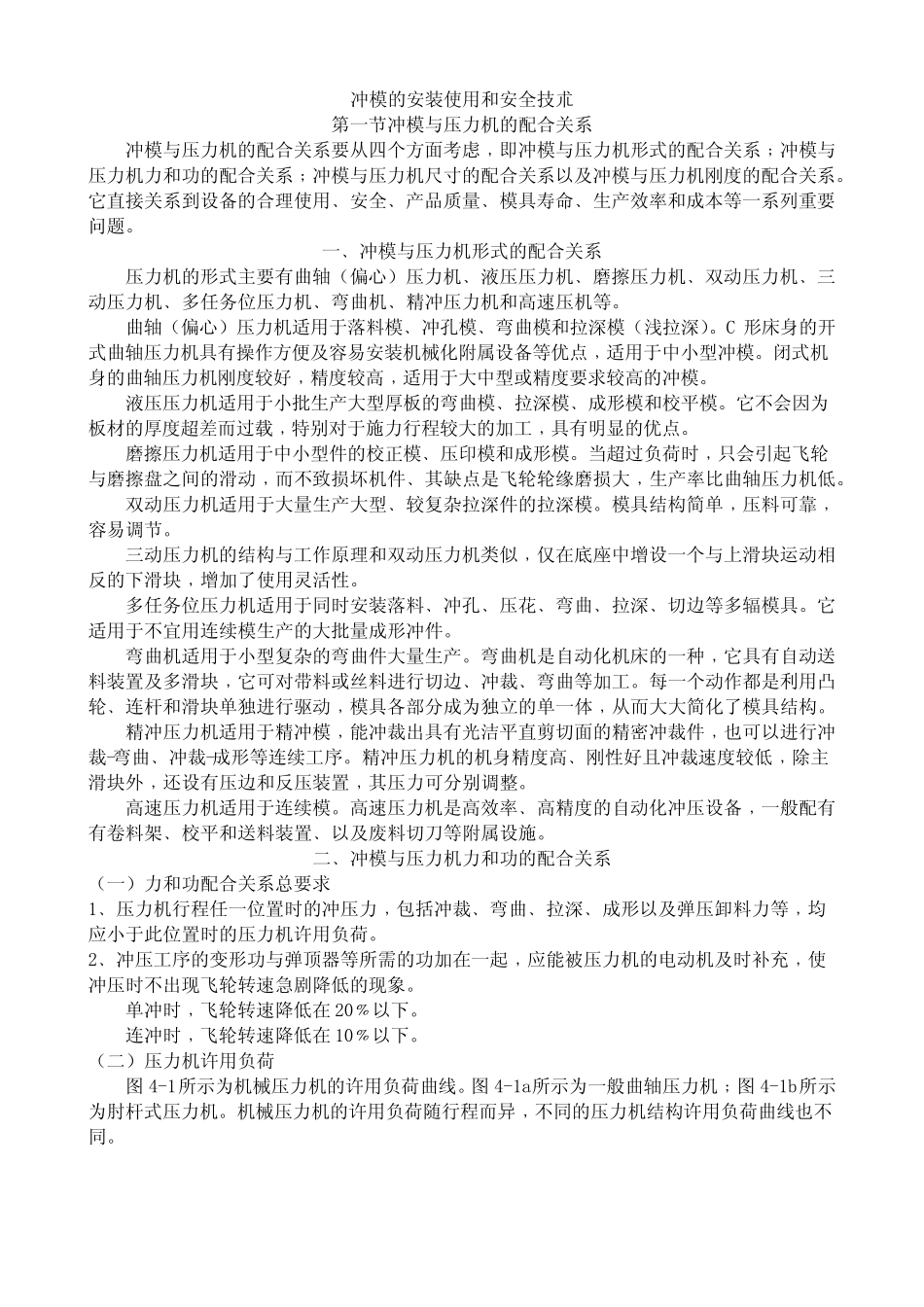
精冲压力机适用于精冲模﹐能冲裁出具有光洁平直剪切面的精密冲裁件﹐也可以