目录第一章开机程序………………1第二章系统功能说明…………4第三章机械各项状态与功能…7第四章作业前的准备工作……15第五章资料的输入……………18第六章钻头参数的设置………21第七章调校零位与自动钻孔作业25第八章补孔作业…………………27第九章常用命令…………………30第十章安全关机…………………31第十一章HwinD-626警示信息与对策…………………33第十二章故障案例………………37第十三章日常维护………………38第十四章HWIND-626外围设备……40第十五章附页……………………41第1页共33页第一章开机程序一、打开干燥机电源二、打开主气阀三、打开冷水机开关四、打开主电源五、打开稳压器电源六、打开急停开关打开方法:将急停开关向右旋转,直至弹开状态七、打开电脑控制箱(UPS)开关,注意各模块供电是否正常(绿色信号灯亮时表示正常)
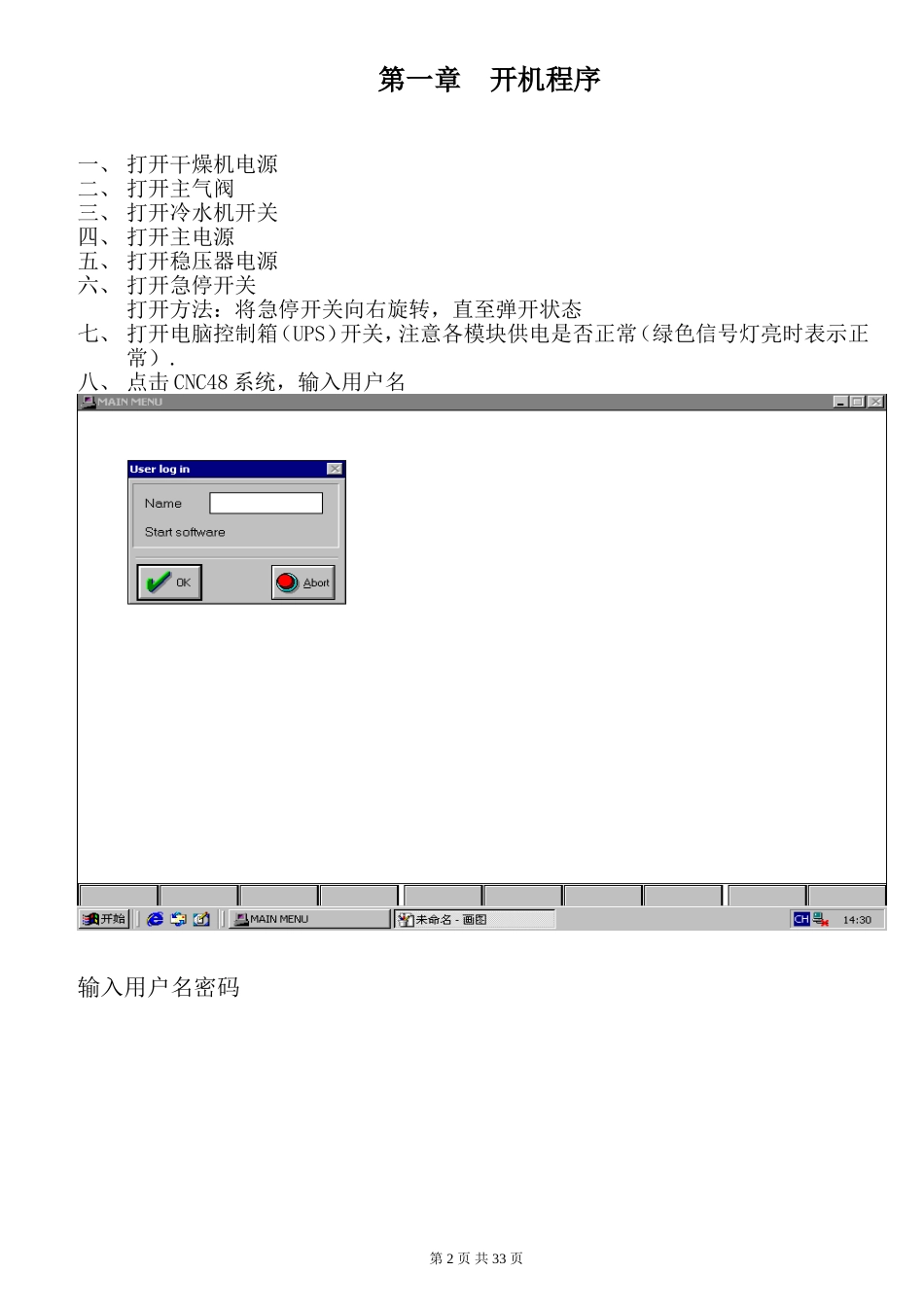
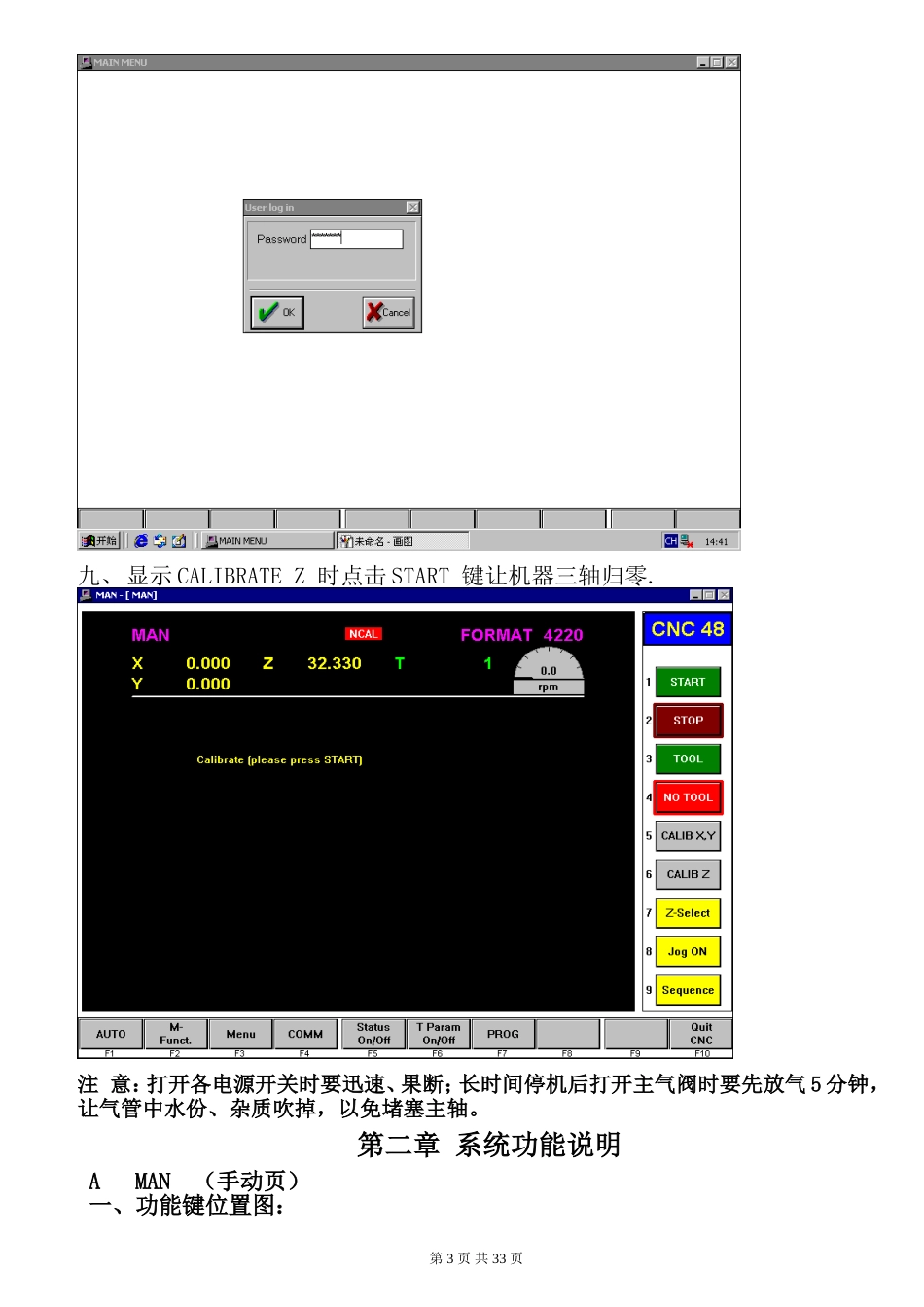
八、点击CNC48系统,输入用户名输入用户名密码第2页共33页九、显示CALIBRATEZ时点击START键让机器三轴归零
注意:打开各电源开关时要迅速、果断;长时间停机后打开主气阀时要先放气5分钟,让气管中水份、杂质吹掉,以免堵塞主轴
第二章系统功能说明AMAN(手动页)一、功能键位置图:第3页共33页二、各功能键说明:⑴[F1]AUTO:进入自动状态页⑵[F2]COMMFILE:命令文件⑶[F3]MENU:系统管理⑷[F4]COMM:命令键需配合其他参数或字元⑸[F5]STATUS:ON/OFF机器状态页⑹[F6]T-PARAM:ON/OFF钻头参数页⑺[F7]PROG:程序程式页⑻[F10]QUITCNC:退出CNC48系统⑼[1]START:开始钻孔作业⑽[2]STOP:停止⑾[3]TOOL:手动钻孔⑿[4]NOTOOL:不钻孔键切换时再按一次⒀[5]CALIBXY:X、Y轴归零⒁[6]CALIBZ:Z轴归零⒂[7]Z-SEL