固定循环G70、G71、G72、G73、G74、G75G70~G76是CNC车床多次固定循环指令,与单次固定循环指令一样,可以用于必须重复多次加工才能加工到规定尺寸的典型工序
主要用于铸、锻毛坯的粗车和棒料车阶梯较大的轴及螺纹加工
利用多次固定循环功能,只要给出最终精加工路径、循环次数和每次加工余量,机床能自动决定粗加工时的刀具路径
在这一组多次固定循环指令中,G70是G71、G72、G73粗加工后的精加工指令,G74是深孔钻削固定循环指令,G75切槽固定循环指令,G76螺纹加工固定循环
(1)精车循环G70该指令用于在零件用粗车循环指令G71、G72或G73车削后进行精车,指令格式为:G70P____Q____U____W____;指令中各参数的意义如下:P:精车程序第一段程序号;Q:精车程序最后一段程序号;U:沿X方向的精车余量;W:沿Z方向的精车余量
编程注意事项:(1)精车过程中的F、S、T在程序段号P到Q之间指定
(2)在车削循环期间,刀尖半径补偿功能有效
(3)在P和Q之间的程序段不能调用子程序
(4)指定车削余量U和W可分几次进行精车
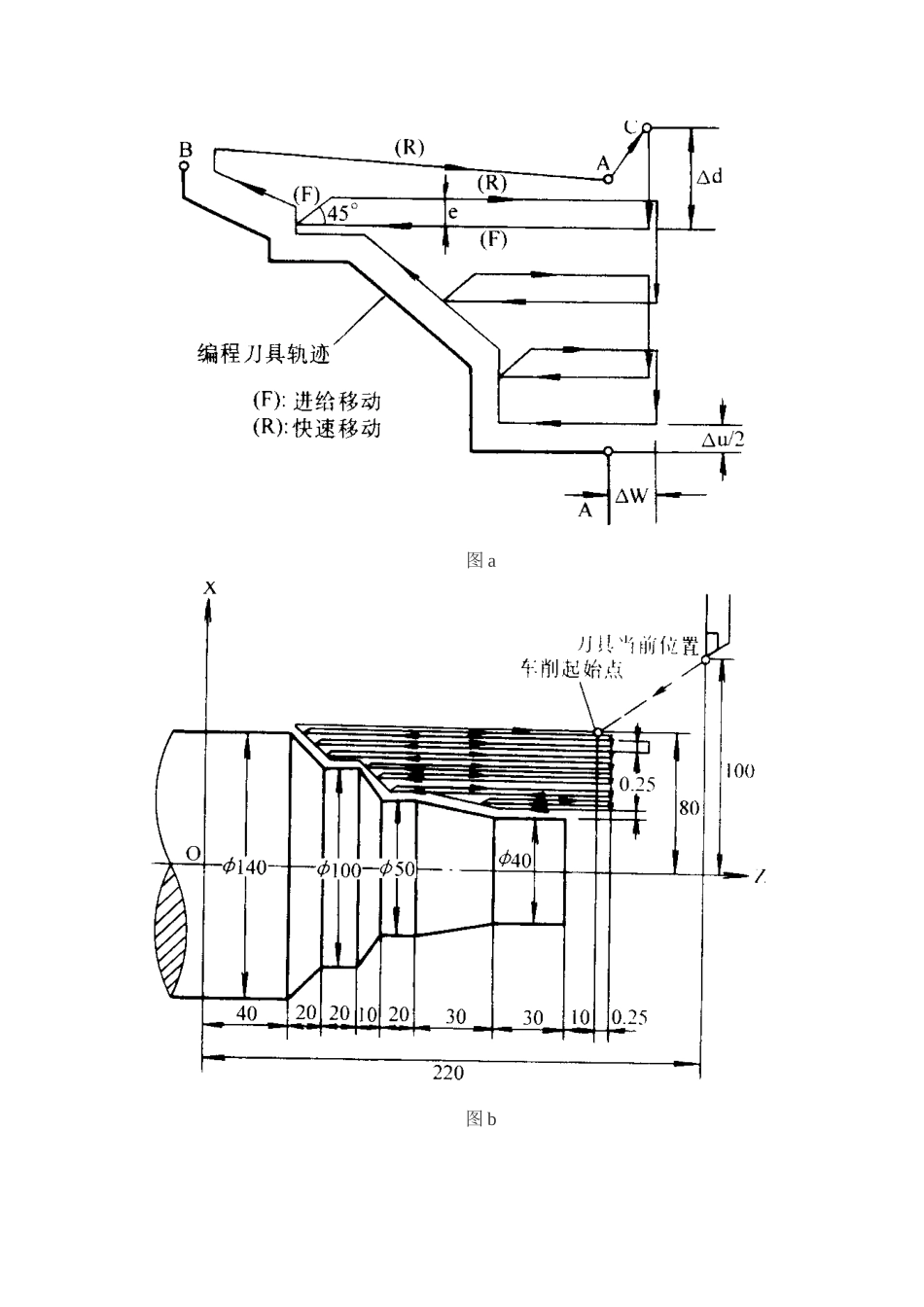
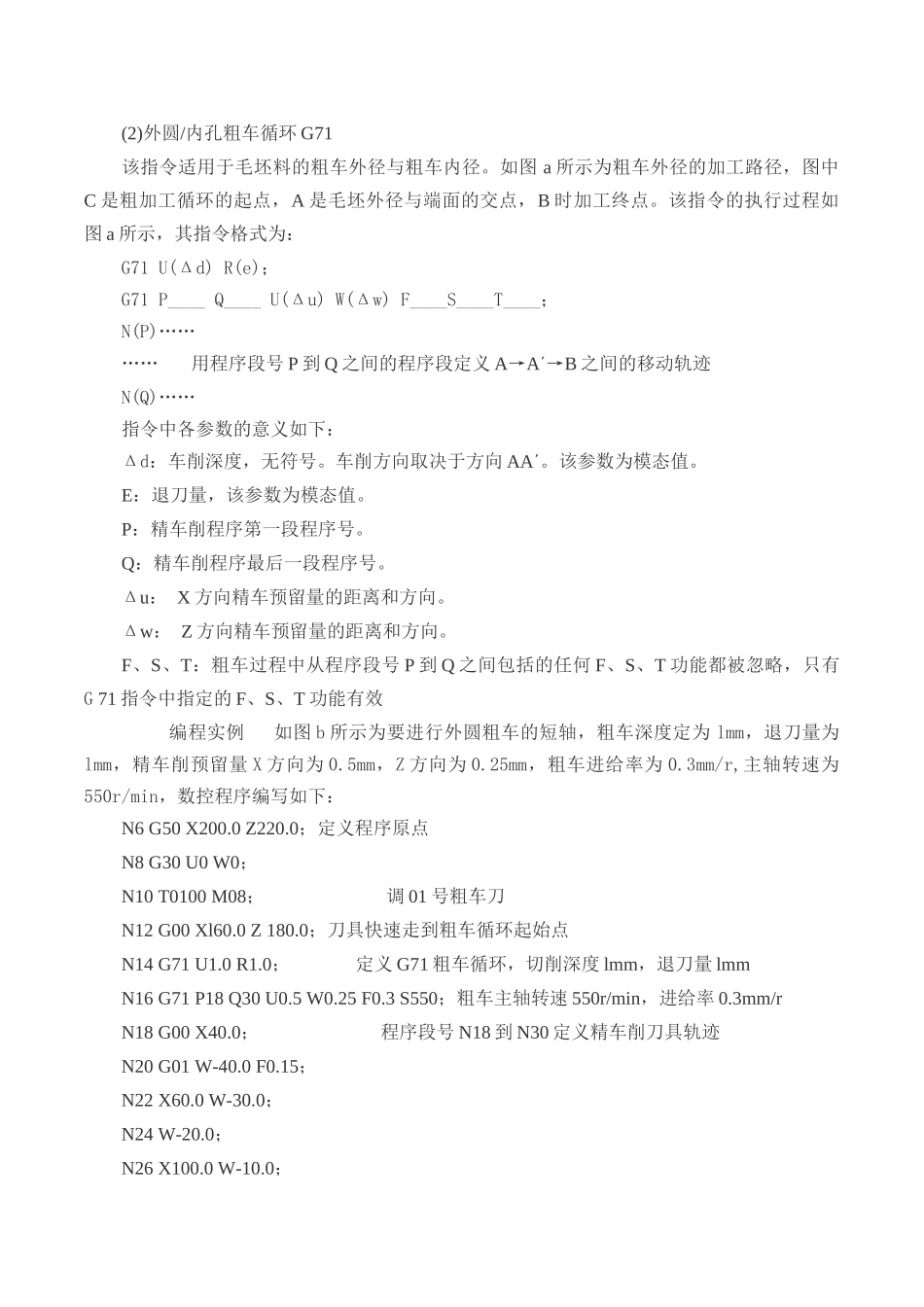
图a图b(2)外圆/内孔粗车循环G71该指令适用于毛坯料的粗车外径与粗车内径
如图a所示为粗车外径的加工路径,图中C是粗加工循环的起点,A是毛坯外径与端面的交点,B时加工终点
该指令的执行过程如图a所示,其指令格式为:G71U(Δd)R(e);G71P____Q____U(Δu)W(Δw)F____S____T____;N(P)…………用程序段号P到Q之间的程序段定义A→A΄→B之间的移动轨迹N(Q)……指令中各参数的意义如下:Δd:车削深度,无符号
车削方向取决于方向AA΄
该参数为模态值
E:退刀量,该参数为模态值
P:精车削程序第一段程序号
Q:精车削程序最后一段程序号
Δu:X方向精车预留量的距离和方向
Δw:Z方向精车