名词解释熔化焊接:将被连接金属局部熔化,然后冷却结晶使分子或原子彼此达到晶格距离并形成结合力,这种焊接方法叫熔化焊接
熔化焊接需要一个能量集中,热量足够的热源
电弧焊:以气体导电时产生的电弧热为热源
熔化极:焊丝或焊条既是电极又是填充金属
铝热焊:利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金属而实现结合的方法
压力焊接:焊接过程中必须对焊件施加压力,加热或不加热的焊接方法
钎焊:利用某些熔点低于被连接金属熔点的熔化金属(钎料)在连接界面上起流散浸润作用,然后冷却形成结合力
2•熔化焊接的主要特征焊接部位必须采取有效的隔离空气保护,使焊接部位不能和空气接触,以免造成焊道的成分和性能不良,保护方式有三种:气相、渣相、真空
熔化焊接的保护方式保护类型材料及设施适用范围气相保护气体C02、TIG、MIG、MAG焊渣相保护焊剂手工焊条、埋弧焊剂、药芯焊丝
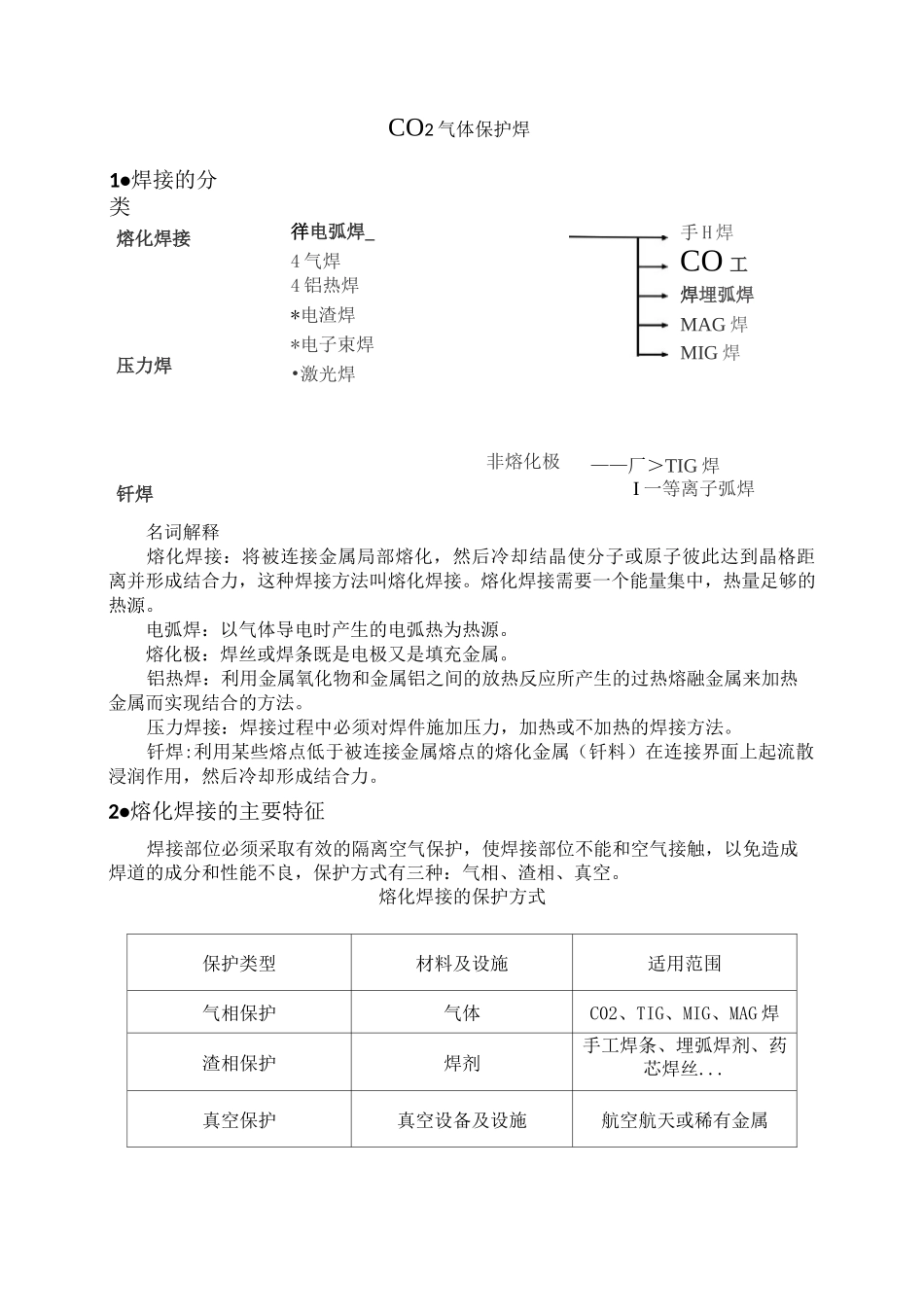
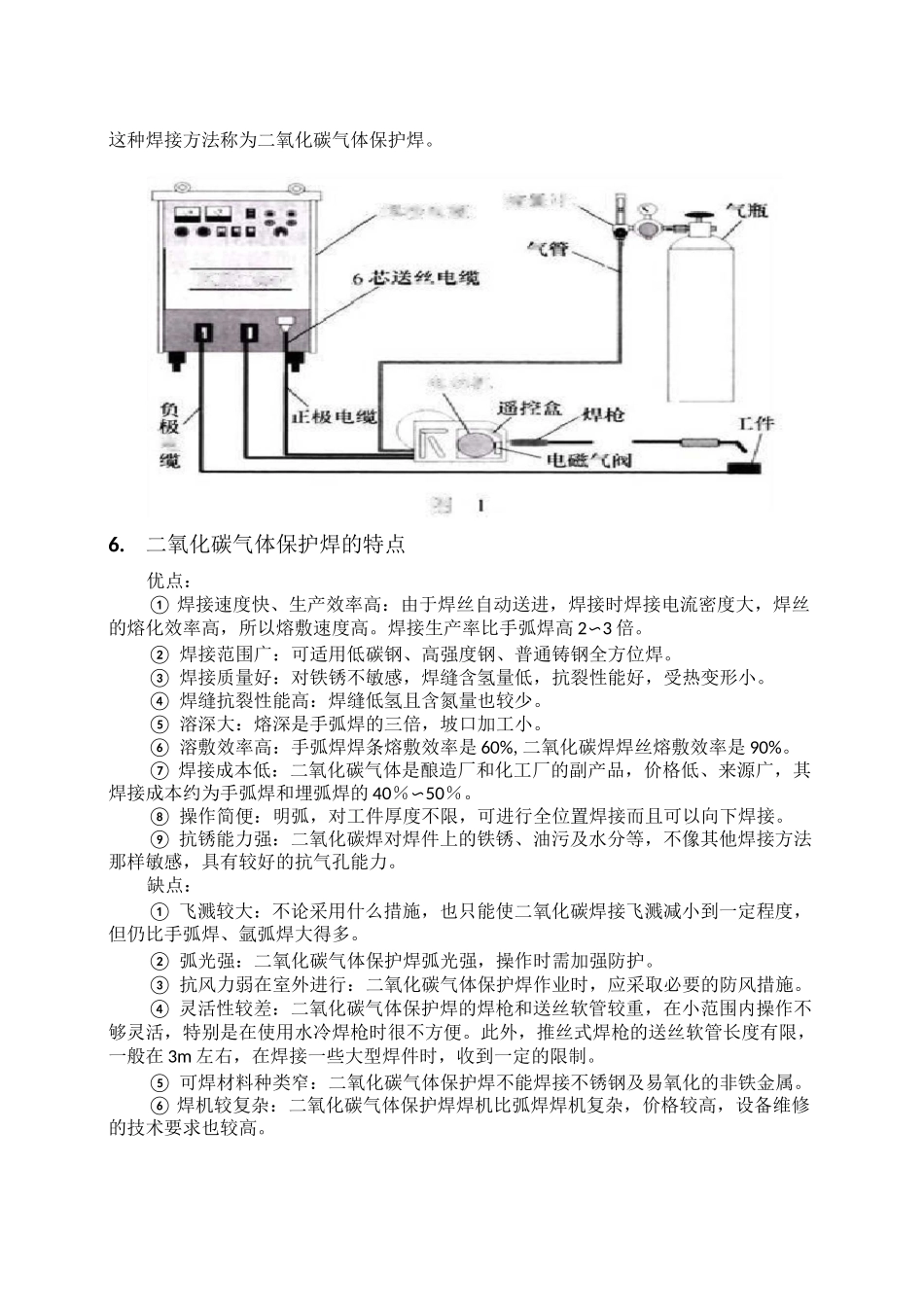
真空保护真空设备及设施航空航天或稀有金属1•焊接的分类熔化焊接压力焊钎焊CO2气体保护焊徉电弧焊_4气焊4铝热焊*电渣焊*电子束焊•激光焊非熔化极手H焊CO工焊埋弧焊MAG焊MIG焊——厂>TIG焊I一等离子弧焊电流调节旋衽IT」送丝机桂I誌扳「控制页板「主机电缆-CO2气体保护焊机示意图3
气体保护焊的定义用外加气体作为电弧介质并保护电弧和焊接区的电弧焊称为气体保护电弧焊,简称气体保护焊
常用的保护气体:二氧化碳气(C02)、氩气(Ar)、氦气(He)及它们的混合气体:C02+Ar、C02+Ar+He、
二氧化碳气体保护焊的简单介绍气体保护焊的定义:用外加气体作为电弧介质并保护电弧和焊接区的电弧焊称为气体保护电弧焊,简称气体保护焊
常用的保护气体:二氧化碳气(CO2)、氩气(Ar)、氦气(He)及它们的混合气体:CO2+Ar、C02+Ar+He、……
CO2气体保护焊,全称是熔化极二氧化碳气体保护电弧焊