铝合金加工参数由于在加工过程中发现工件刀纹不致影响表面质量,查找了一些资料,作了一些摘要:1.由于铝合金强度和硬度相对较低,塑性较小,对刀具磨损小,且热导率较高,使切削温度较低,所以铝合金的切削加工性较好,属于易加工材料,切削速度较高,适于高速切削
但铝合金熔点较低,温度升高后塑性增大,在高温高压作用下,切削界面摩擦力很大
容易粘刀;特别是退火状态的铝合金,不易获得低的表面粗糙度
2.与钢材和黄铜相比,铝合金的特点,一是材质软,刚性差,二是弹性模量低,这两个因素显著影响了铝合金的切削加工性
因此,在加工铝合金工件时,必须充分地夹紧和支撑工件,并保持刀具锋利;否则,工件往往会有离开切削刀具的倾向
有时工件的表面出现不规则的槽痕和光亮的挤压斑,一种可能是由于刀具对工件的压力不正常引发的,还有一种可能是由于夹持不牢固而引起振颤时,刀具在工件的表面作间隙式的磨蹭,发生挤压现象和粉状切削;然后,当间隙或弹性消失时,刀具就咬人工件的表面,啃出槽痕
3.为了获得光洁的工件表面,尽可能采用粗切削和精切削的组合,因为各种合格的工件毛坯总会有一些氧化层,致使刀具受到相当程度的磨损
如果最后切削工序采用抛光过的锋利刀具进行精细切削,就能达到以上要求
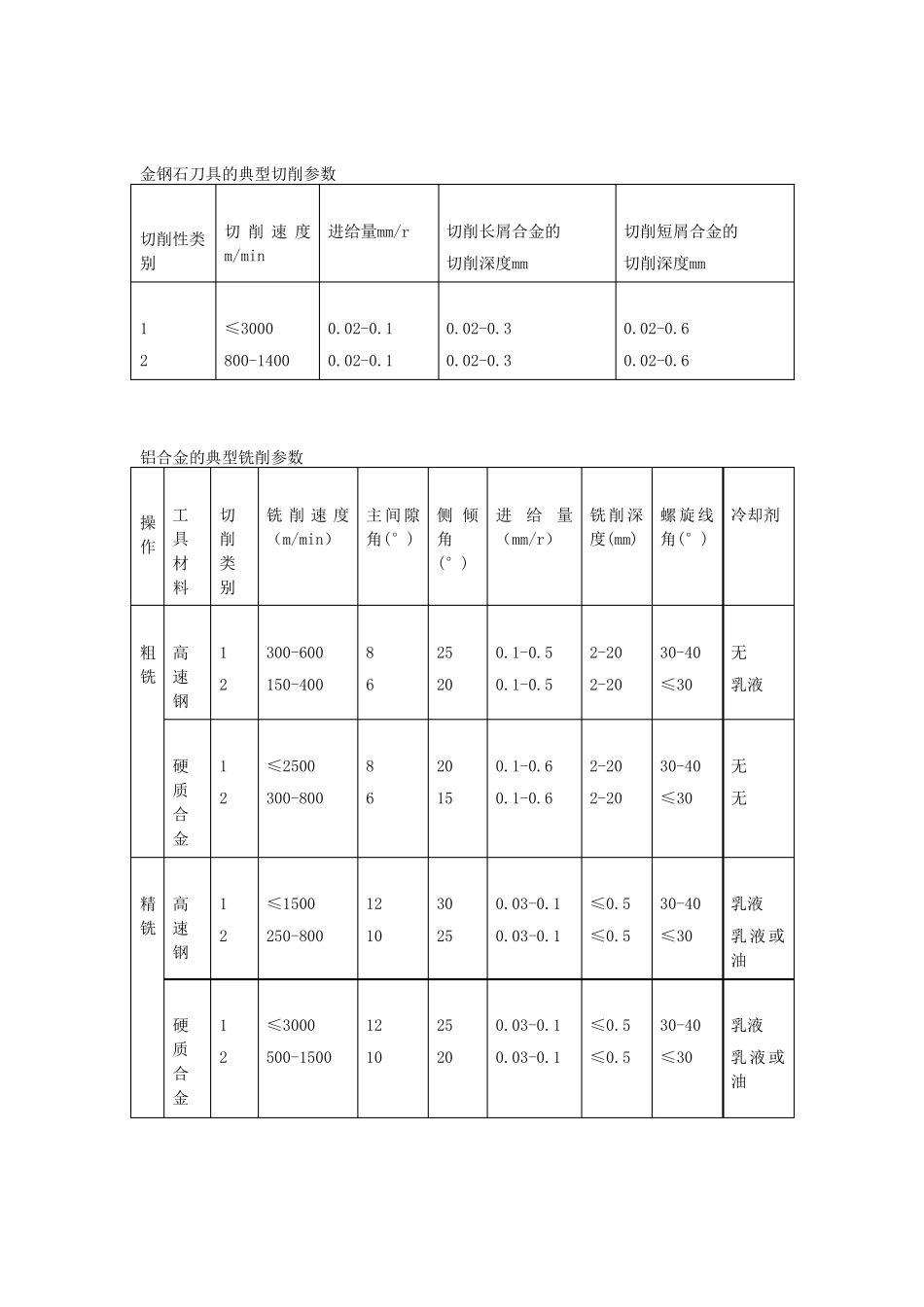
4.通常把铝合金的切削性分为两类:1类是指工业纯铝和硬度小于80HB的退火状态铝合金;2类是指淬火时效状态的变形铝合金
而铝合金的切削加工工艺参数与此类别有关
高速钢刀具和硬质合金刀具的典型切削参数副后角(°)9-128-107-107-108-107-98-107-9纵向前角(°)进给量(mm/r)切削深度(mm)冷却剂操工具作材料切削切削速度类别(m/min)12121212200-400100-250600-1200200-400400-900200-500≤2400250-70030-4020-3020-3010-2040-5030-4020