钢筋工程技术交底表编:日:工程名称正新海燕子午线轮胎二501B切胶车间分项、分部工程钢筋工程交底地点施工现场交底人审核人技术交底内容责任人签字一、施工准备:1、机械设备应检修安装、调试完好;2、各种材料必须有合格证经物理性能检测合格证前方能使用;3、操作人员应熟识图纸、施工、图纸会审记录等相关二、材料要求:1、钢筋下料前要先检查外观质量应无皱皮、裂纹、氧化皮〔包括深紫色、锈皮〕和油污不合格钢筋不得下料加工
2、钢筋成型过程现有钢筋外观缺陷或熔接点质量不合格者应剔除
钢筋弯制后出现裂纹者应立即停顿加工并工程部
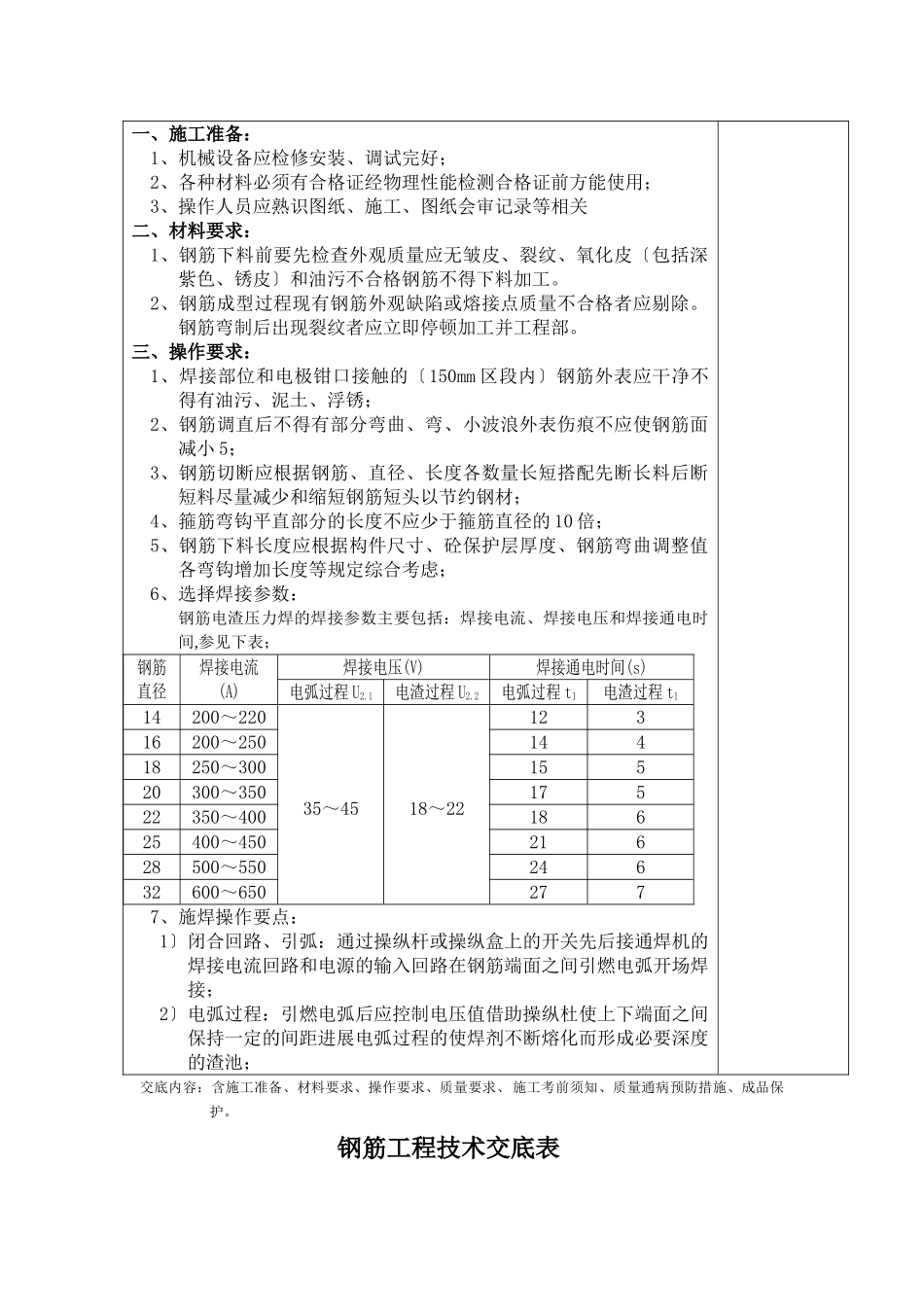
三、操作要求:1、焊接部位和电极钳口接触的〔150mm区段内〕钢筋外表应干净不得有油污、泥土、浮锈;2、钢筋调直后不得有部分弯曲、弯、小波浪外表伤痕不应使钢筋面减小5;3、钢筋切断应根据钢筋、直径、长度各数量长短搭配先断长料后断短料尽量减少和缩短钢筋短头以节约钢材;4、箍筋弯钩平直部分的长度不应少于箍筋直径的10倍;5、钢筋下料长度应根据构件尺寸、砼保护层厚度、钢筋弯曲调整值各弯钩增加长度等规定综合考虑;6、选择焊接参数:钢筋电渣压力焊的焊接参数主要包括:焊接电流、焊接电压和焊接通电时间,参见下表;钢筋直径焊接电流(A)焊接电压(V)焊接通电时间(s)电弧过程U2
1电渣过程U2
2电弧过程t1电渣过程t114200~22035~4518~2212316200~25014418250~30015520300~35017522350~40018625400~45021628500~55024632600~6502777、施焊操作要点:1〕闭合回路、引弧:通过操纵杆或操纵盒上的开关先后接通焊机的焊接电流回路和电源的输入回路在钢筋端面之间引燃电弧开场焊接;2〕电弧过程:引燃电弧后应控制电压值借助操纵杜使上下端面之间保持一定的间距进展电弧过程的使焊剂不断熔化而形成必要深度的渣池