电动机及其附属设备安装工艺11范围本工艺适用于一般工业与民用建筑电气安装工程固定式交、直和同步电动机及其附属设备安装
22施工准备2
1设备及材料要求:电动机应有铭牌注明制造厂名出厂日电动机的型、容量、频率、电压、电流、接线、转速温升、工作、绝缘等级等有关技术数据
电动机的容量、规格、型必须符合设计要求附件、备件齐全并有出厂合格证及有关技术
3电动机的控制、保护和起动附属设备应与电动机配套并有铭牌注明制造厂名出厂日、规格、型及出厂合格证等有关技术资料
各种规格的型钢均应符合设计要求型钢无明显的锈蚀
并有材质证明
螺栓:除电机稳装用螺栓外均应采用镀锌螺栓并配相应的镀锌螺母平垫圈、弹簧垫
其它材料:绝缘带、电焊条、防锈漆、调和漆、变压器油、光滑脂等均应有合格证
2主要机具:吊链、龙门架、绳扣、台钻、砂轮、手电钻、联轴节顶出器、台虎钳、油压钳、扳手、电锤、板锉、鎯头、钢板尺、圆钢套丝板、电焊机、汽焊工具、塞尺、程度尺、转速表、摇表、万用表、卡钳电流表、测电笔、试铃、电子点温计
3作业条件:施工图及技术资料齐全
土建工程根本施工完毕、门窗玻璃安好
在室外安装的电机应有防雨措施
电动机的根底、地脚螺栓孔、沟道、电缆位置尺寸应符合设计质量要求
5电动机安装场地应清理干净、道路畅通
6电动机驱动设备已安装完毕且初检合格
3操作工艺3
1工艺流程:设备拆箱点件→安装前的检查→电动机安装→抽芯检查→电机枯燥→控制、保护和起动设备安装→试运行前的检查→试运行及验收3
2设备拆箱点件:设备拆箱点件检查应有安装、供货、建立共同进展并作好记录;按照设备供货、技术对设备及其附件、备件的规格、型、数量进展详细核对;电动机本体、控制和起动设备外观检查应无损伤及变形油漆应完好;电动机及其附属设备均应符合设计要求
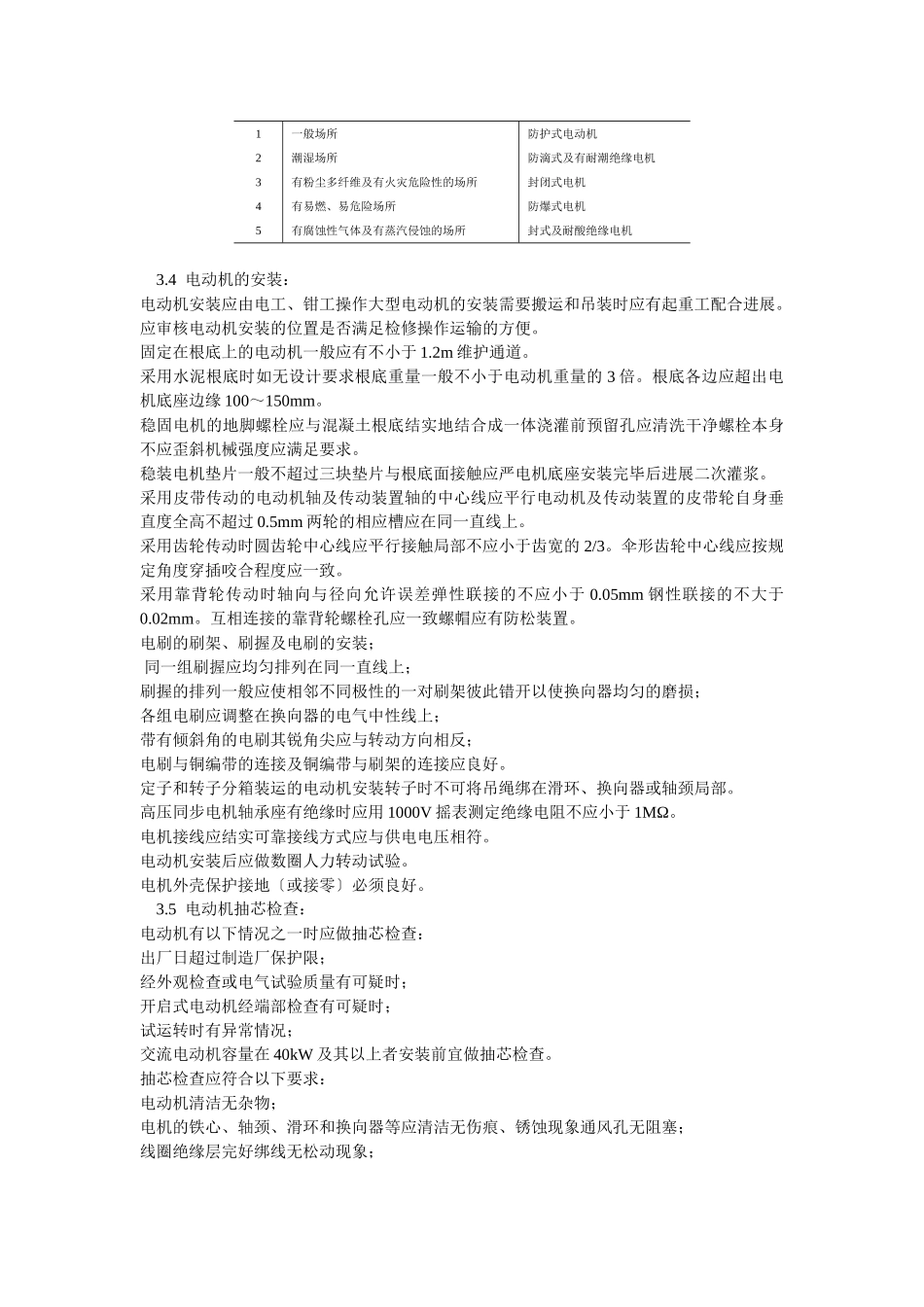
3安装前的检查电动机安装前应进展以下检