CO2气体保护焊接工艺参数焊丝直径/mm焊接电流/A电弧电压/V焊接速度/mm/min气体流量/L/min1
2250~30026~29700~80020板对接平焊埋弧焊工艺参数焊件厚度装配间隙焊丝直径焊接电流焊接电压焊接速度3mm0
7mm2mm190~210A23~26V80cm/min4mm0
7mm2mm200~230A24~28V70cm/min6mm0
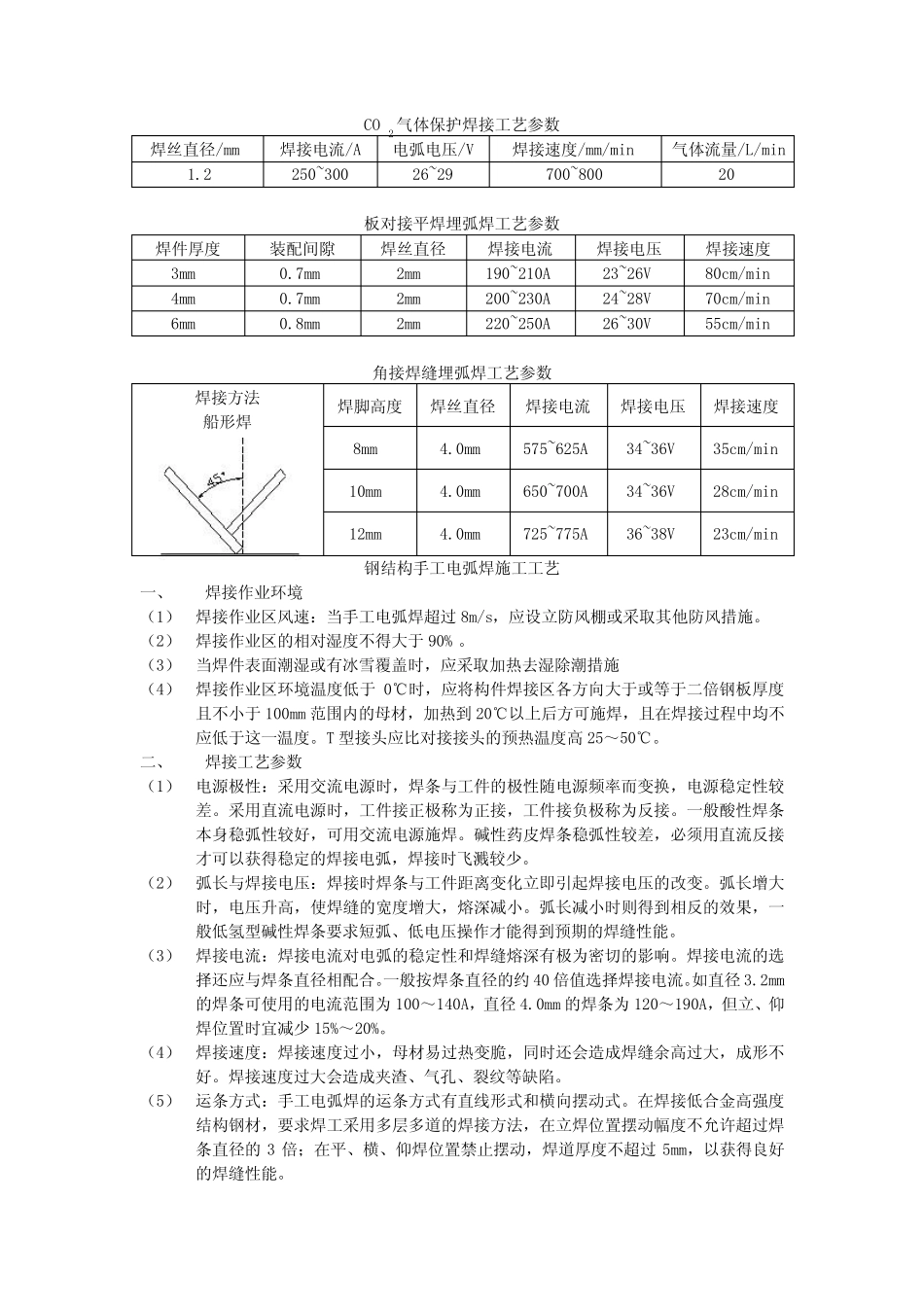
8mm2mm220~250A26~30V55cm/min角接焊缝埋弧焊工艺参数焊接方法船形焊焊脚高度焊丝直径焊接电流焊接电压焊接速度8mm4
0mm575~625A34~36V35cm/min10mm4
0mm650~700A34~36V28cm/min12mm4
0mm725~775A36~38V23cm/min钢结构手工电弧焊施工工艺一、焊接作业环境(1)焊接作业区风速:当手工电弧焊超过8m/s,应设立防风棚或采取其他防风措施
(2)焊接作业区的相对湿度不得大于90%
(3)当焊件表面潮湿或有冰雪覆盖时,应采取加热去湿除潮措施(4)焊接作业区环境温度低于0℃时,应将构件焊接区各方向大于或等于二倍钢板厚度且不小于100mm范围内的母材,加热到20℃以上后方可施焊,且在焊接过程中均不应低于这一温度
T型接头应比对接接头的预热温度高25~50℃
二、焊接工艺参数(1)电源极性:采用交流电源时,焊条与工件的极性随电源频率而变换,电源稳定性较差
采用直流电源时,工件接正极称为正接,工件接负极称为反接
一般酸性焊条本身稳弧性较好,可用交流电源施焊
碱性药皮焊条稳弧性较差,必须用直流反接才可以获得稳定的焊接电弧,焊接时飞溅较少
(2)弧长与焊接电压:焊接时焊条与工件距离变化立即引起焊接电压的改变
弧长增大时,电压升高,使焊缝的宽度增大,熔深减小
弧长减小时则得到相反的效果,一般低氢型碱性焊条要求短弧、低电压操作才能得到预期