门窗的制作、安装工艺及施工质量要求1
1整体要求:1
1工程质量必须符合设计图纸、国家有关规范和标准要求
质量不合格者必须按甲方代表或监理工程师的要求进行返工,返修费用必须由承包方自行承担,并且工期不予延长
2对甲方代表及监理工程师提出的高标准的质量要求,承包方不得借故推诿
3乙方进场后须对门窗洞口尺寸进行复核,对洞口尺寸偏差过大的情况应及时以书面报告形式告知甲方和监理工程师,甲方及监理工程师协调总包进行整改,否则由乙方负责整改
4现场产品验收的条件、参加人员:当施工完毕,可分批由甲方、监理及施工方项目经理三方进行共同验收
2门窗制作2
1下料主型材必须贴膜后才能下料,型材表面光洁、无明显划痕擦伤,无色差
长度允许偏差±1mm,角度允许偏差45°±0
5°,切口处不得有变形、开裂、缺口等缺陷,每批抽检量不得少于3件
下中梃料时,按图纸尺寸先在双端切割锯下直口,然后用中梃切割锯完成两边的切割,长度允许偏差±1mm,角度允许偏差±0
钢衬与型材最小端长度每端各小20±10mm
固定每根构件的螺钉不少于3个,相邻两螺钉间距≤300mm
两端的螺钉距增强型钢端头≤100mm,固定后的钢衬不得松动
钢衬必须经防锈处理,与型材腔体的配合公差≤1
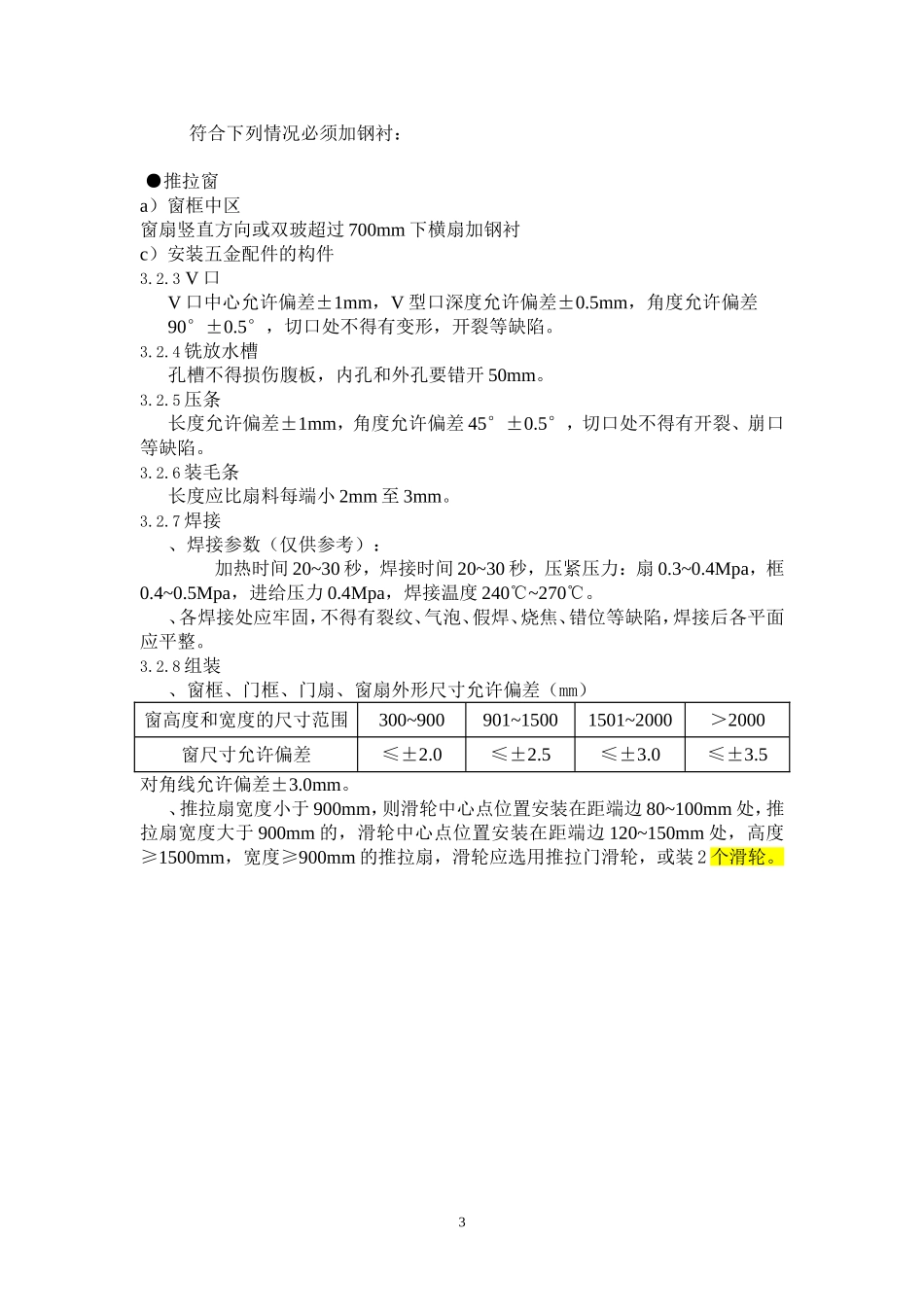
2钢衬2符合下列情况必须加钢衬:●推拉窗a)窗框中区窗扇竖直方向或双玻超过700mm下横扇加钢衬c)安装五金配件的构件3
3V口V口中心允许偏差±1mm,V型口深度允许偏差±0
5mm,角度允许偏差90°±0
5°,切口处不得有变形,开裂等缺陷
4铣放水槽孔槽不得损伤腹板,内孔和外孔要错开50mm
5压条长度允许偏差±1mm,角度允许偏差45°±0
5°,切口处不得有开裂、崩口等缺陷
6装毛条长度应比扇料每端小2mm至3mm
7焊接、焊接参数(仅供参考):加热时间20~30