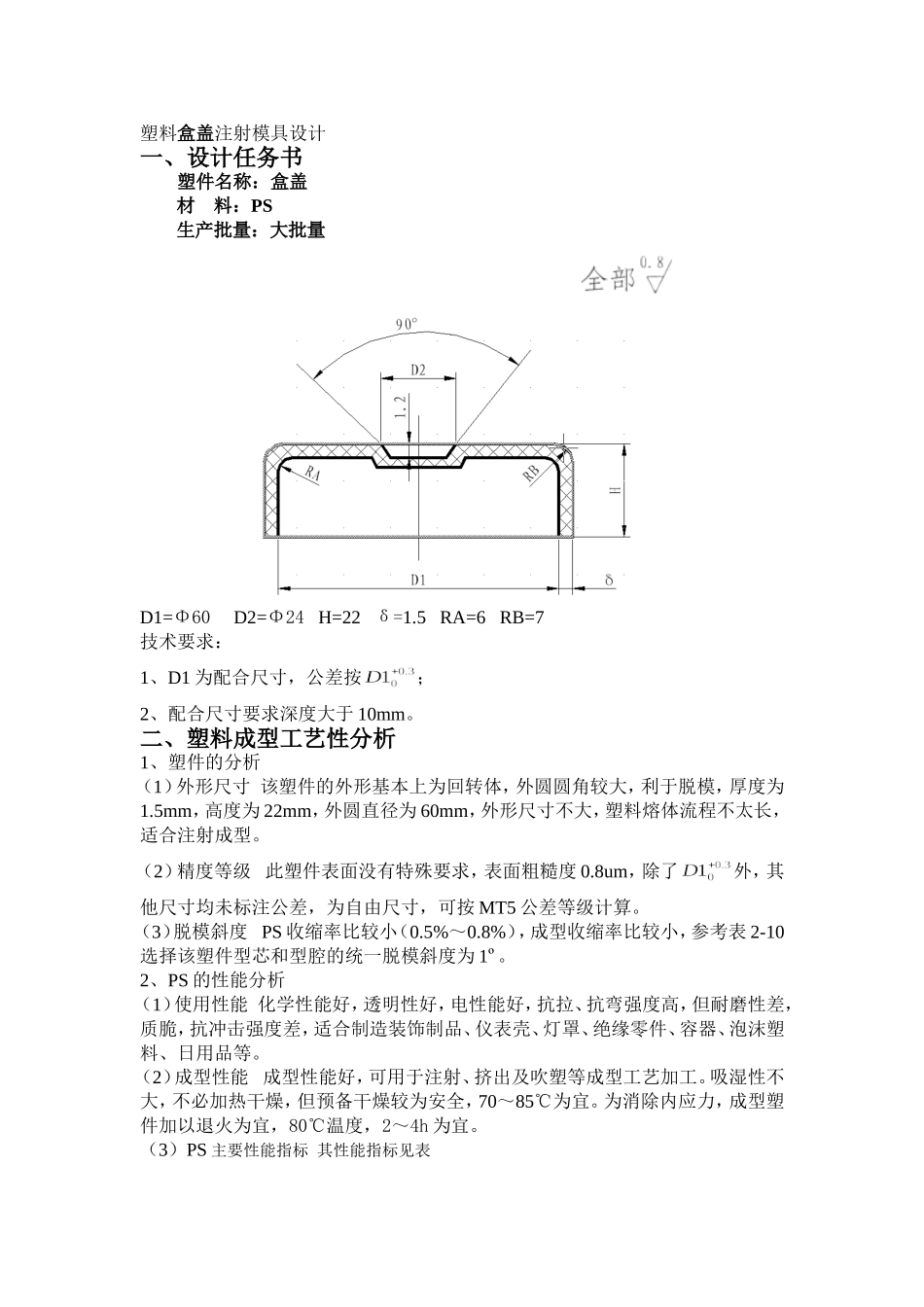
塑料盒盖注射模具设计一、设计任务书塑件名称:盒盖材料:PS生产批量:大批量D1=Φ60D2=Φ24H=22δ=1
5RA=6RB=7技术要求:1、D1为配合尺寸,公差按;2、配合尺寸要求深度大于10mm
二、塑料成型工艺性分析1、塑件的分析(1)外形尺寸该塑件的外形基本上为回转体,外圆圆角较大,利于脱模,厚度为1
5mm,高度为22mm,外圆直径为60mm,外形尺寸不大,塑料熔体流程不太长,适合注射成型
(2)精度等级此塑件表面没有特殊要求,表面粗糙度0
8um,除了外,其他尺寸均未标注公差,为自由尺寸,可按MT5公差等级计算
(3)脱模斜度PS收缩率比较小(0
8%),成型收缩率比较小,参考表2-10选择该塑件型芯和型腔的统一脱模斜度为1º
2、PS的性能分析(1)使用性能化学性能好,透明性好,电性能好,抗拉、抗弯强度高,但耐磨性差,质脆,抗冲击强度差,适合制造装饰制品、仪表壳、灯罩、绝缘零件、容器、泡沫塑料、日用品等
(2)成型性能成型性能好,可用于注射、挤出及吹塑等成型工艺加工
吸湿性不大,不必加热干燥,但预备干燥较为安全,70~85℃为宜
为消除内应力,成型塑件加以退火为宜,80℃温度,2~4h为宜
(3)PS主要性能指标其性能指标见表项目性能参数项目性能参数密度/(g/cm)1
06屈服强度/Mpa35~63拉伸强度/MPa35~63吸水率(%)0
05拉伸弹性模量/MPa2
5熔点/℃131~165拉弯强度/MPa2
5计算收缩率(%)0
6比热容/J
℃)1340比体积/cm
05PS主要性能指标3、PS注射成型过程及工艺参数(1)注射成型过程①成型准备对PS的色泽、均匀度等进行检验
原则上PS的吸水性很小,成型前可不必干燥,为了保险起见,成型前最好进行干燥
②注射过程塑件在注射机