轧制过程是由轧件与轧辊之间的摩擦力将轧件拉进不同旋转方向的轧辊之间使之产生塑性变形的过程
什么是轧制过程
1轧制过程的基本概念轧制变形区是指轧制时,轧件在轧辊作用下发生变形的体积
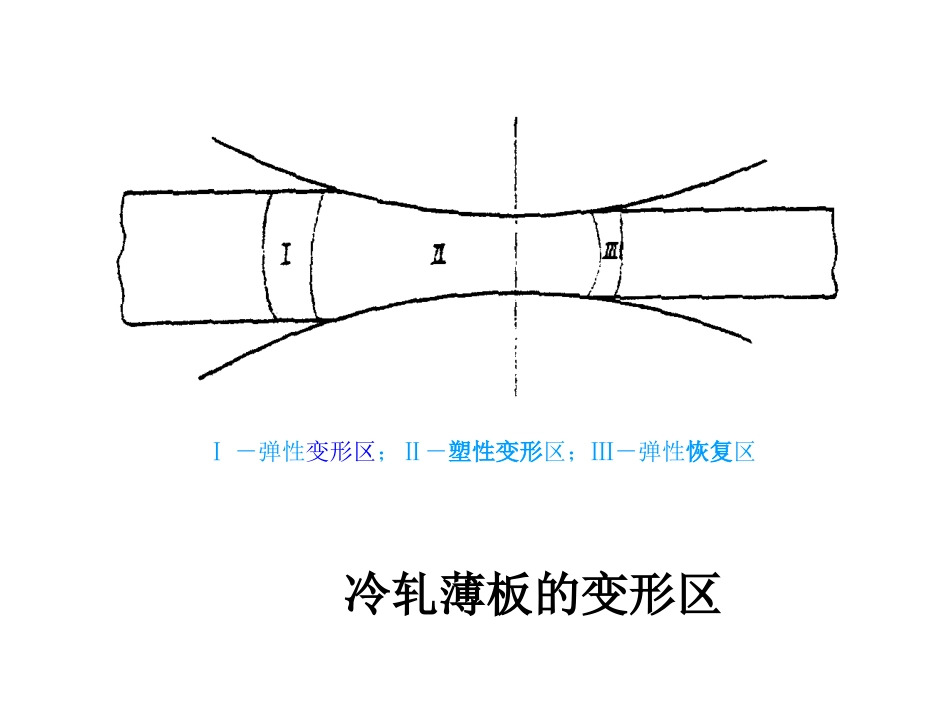
实际的轧制变形区分成弹性变形区、塑性变形区和弹性恢复区三个区域
Ⅰ-弹性变形区;Ⅱ-塑性变形区;Ⅲ-弹性恢复区冷轧薄板的变形区在实际分析中,一般将轧制变形区简化为轧辊与轧件接触面之间的几何区
最简单的轧制变形区是轧制宽而较薄的钢板轧机的变形区
当轧件横向变形为零时,变形区水平投影为一矩形
当有宽展存在时则变形区水平投影近似为梯形
——咬入角,轧件被咬入轧辊时轧件和轧辊最先接触点(实际上为一条线)和轧辊中心的连线与两轧辊中心连线所构成的角度;/hm——变形区形状参数,hm=(H+h)/2(变形区平均高度)
——接触弧长的水平投影,也叫变形区长度;描述变形区的参数llF——接触面水平投影面积,简称接触面积;简单轧制(理想轧制)为了便于进行研究分析,对一些轧制条件作出假设和简化,建立一个理想的轧制模型,这就是简单理想轧制过程,即上下轧辊直径相同、均为传动辊、转速相等、轧辊为圆柱形刚体,轧件金属为均匀连续体,轧制时变形均匀,轧件为平板
轧制过程的最基本形式除Y型轧机、行星轧机等形式轧机外,轧件承受压缩产生塑性变形是在一对工作辊之间完成的,这是轧制过程的最基本形式
当较小时,咬入角、轧辊直径D、压下量△h间的关系EB=OB-OE2hEB2DROBcos2cosDROE)cos1(Dh22sin2Rh其中,,,故可得下式当轧辊直径相同时(D=C,C为常数),压下量△h随咬入角呈抛物线型增长
2Rh当咬入角一定时(=C),压下量△h与轧辊直径呈线性关系
2Rh当压下量一定时(h=C)△,咬入角随轧辊直径D的增加呈双曲线型下降
2Rh