目的:统一展开工艺处理方法,做到展开的快速准确;方便加工制造,提高生产速度,节省制造成本并能有效的保证产品质量
适用范围:泓福工程部
内容:以上为常见展开工艺处理方法1
转角处弯曲面在展开时的工艺处理:1
1外转角的展开处理:圆弧段作断开处理,展开后k'为展开前转角内R弧长,底部转角边界取内R投影;当R≦2时,k'段长度作截断处理,只保留直边展开
2内转角的展开处理:把抽形改为折弯﹕直边处展开与折弯一致,圆角处展开采取截断方式,将转角处材料去除
3包角的展开处理:包角类型的圆角一般都很大,其圆角部分常作截断处理
4段差转角的展开处理:将段差段的一边转角处断开后进行展开
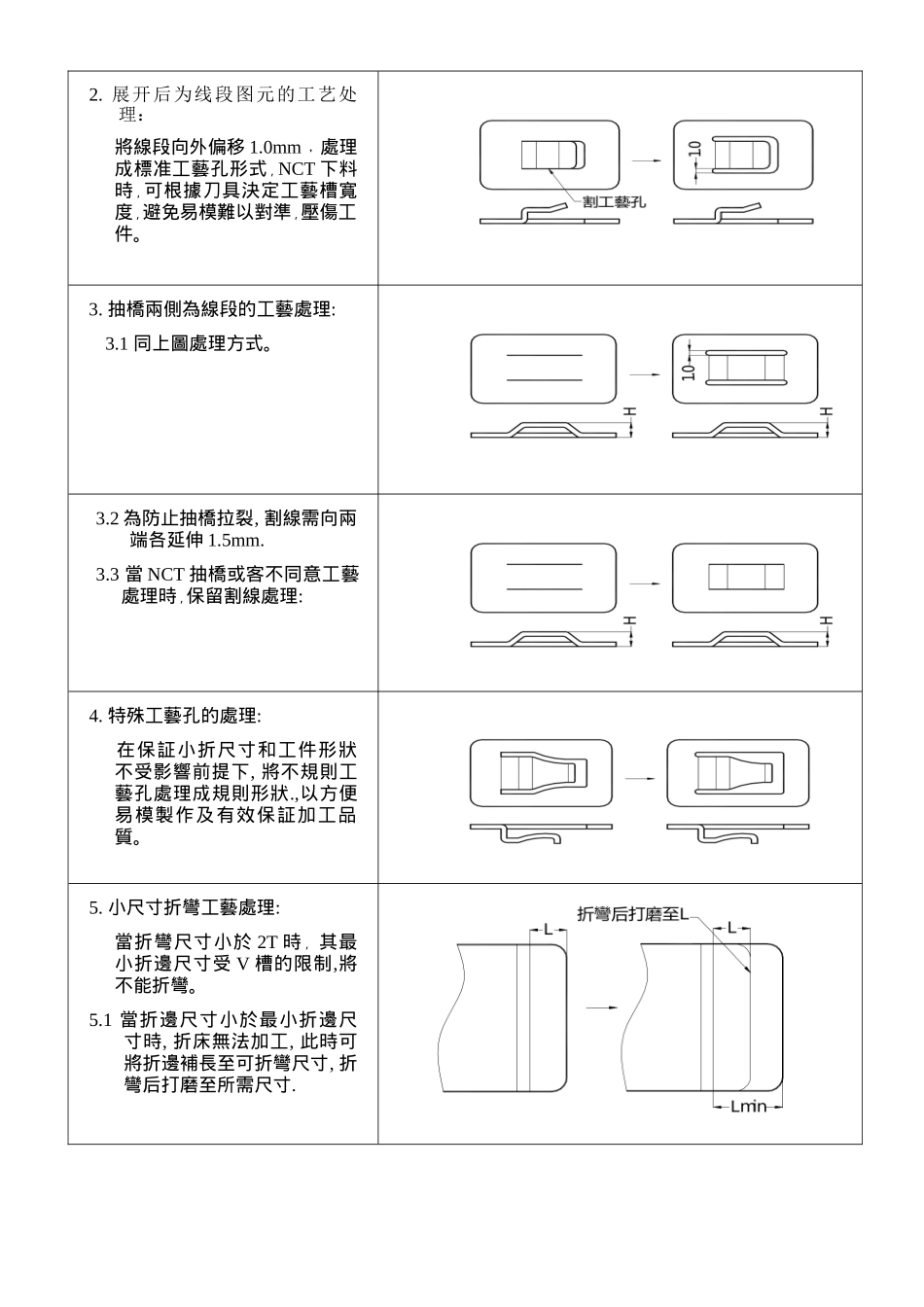
展开后为线段图元的工艺处理:將線段向外偏移1
0mm﹐處理成標准工藝孔形式﹐NCT下料時﹐可根據刀具決定工藝槽寬度﹐避免易模難以對準﹐壓傷工件
抽橋兩側為線段的工藝處理:3
1同上圖處理方式
2為防止抽橋拉裂,割線需向兩端各延伸1
3當NCT抽橋或客不同意工藝處理時﹐保留割線處理:4
特殊工藝孔的處理:在保証小折尺寸和工件形狀不受影響前提下,將不規則工藝孔處理成規則形狀
,以方便易模製作及有效保証加工品質
小尺寸折彎工藝處理:當折彎尺寸小於2T時﹐其最小折邊尺寸受V槽的限制,將不能折彎
1當折邊尺寸小於最小折邊尺寸時,折床無法加工,此時可將折邊補長至可折彎尺寸,折彎后打磨至所需尺寸
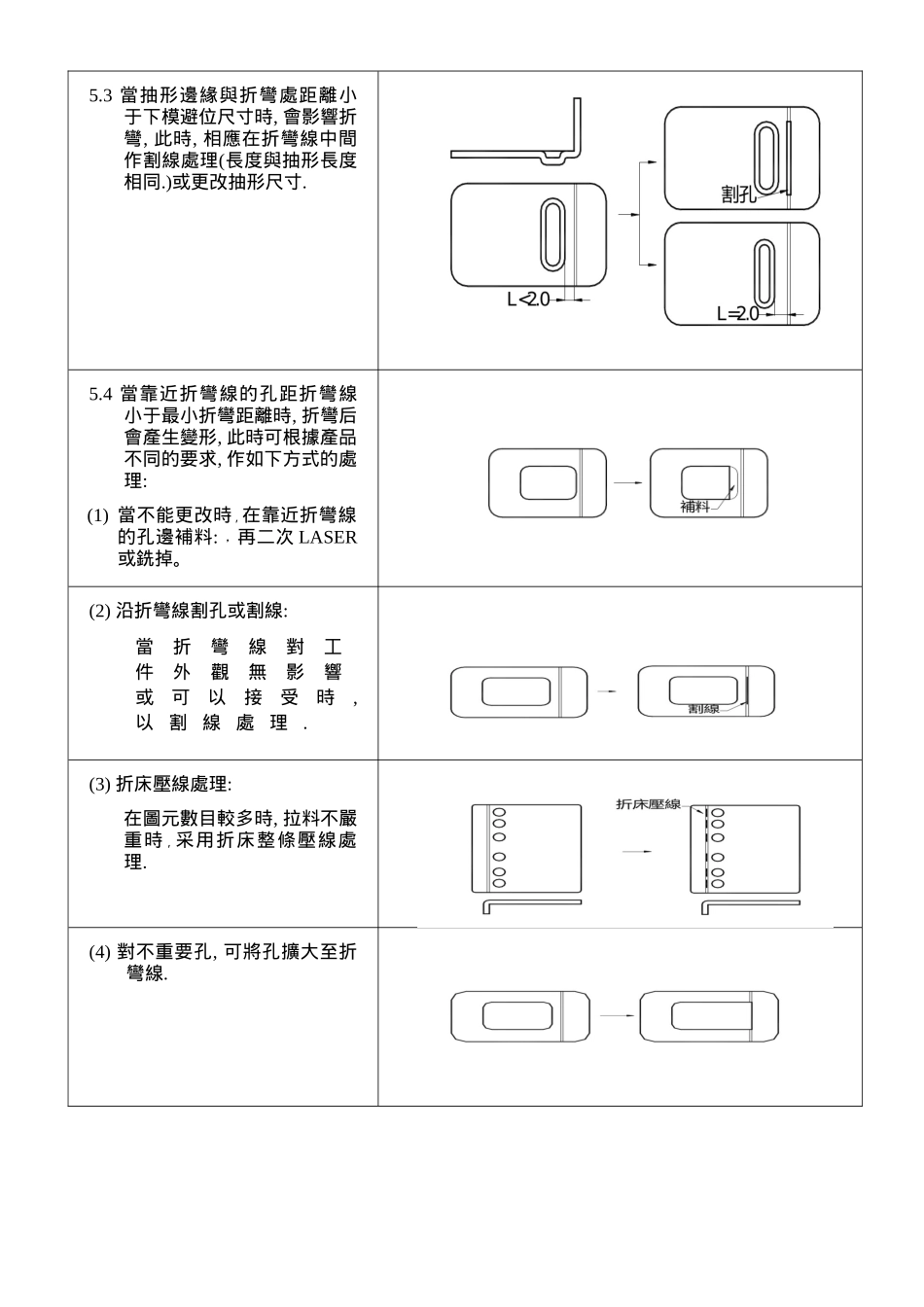
3當抽形邊緣與折彎處距離小于下模避位尺寸時,會影響折彎,此時,相應在折彎線中間作割線處理(長度與抽形長度相同
)或更改抽形尺寸
4當靠近折彎線的孔距折彎線小于最小折彎距離時,折彎后會產生變形,此時可根據產品不同的要求,作如下方式的處理:(1)當不能更改時﹐在靠近折彎線的孔邊補料:﹐再二次LASER或銑掉
(2)沿折彎線割孔或割線:當折彎線對工件外觀