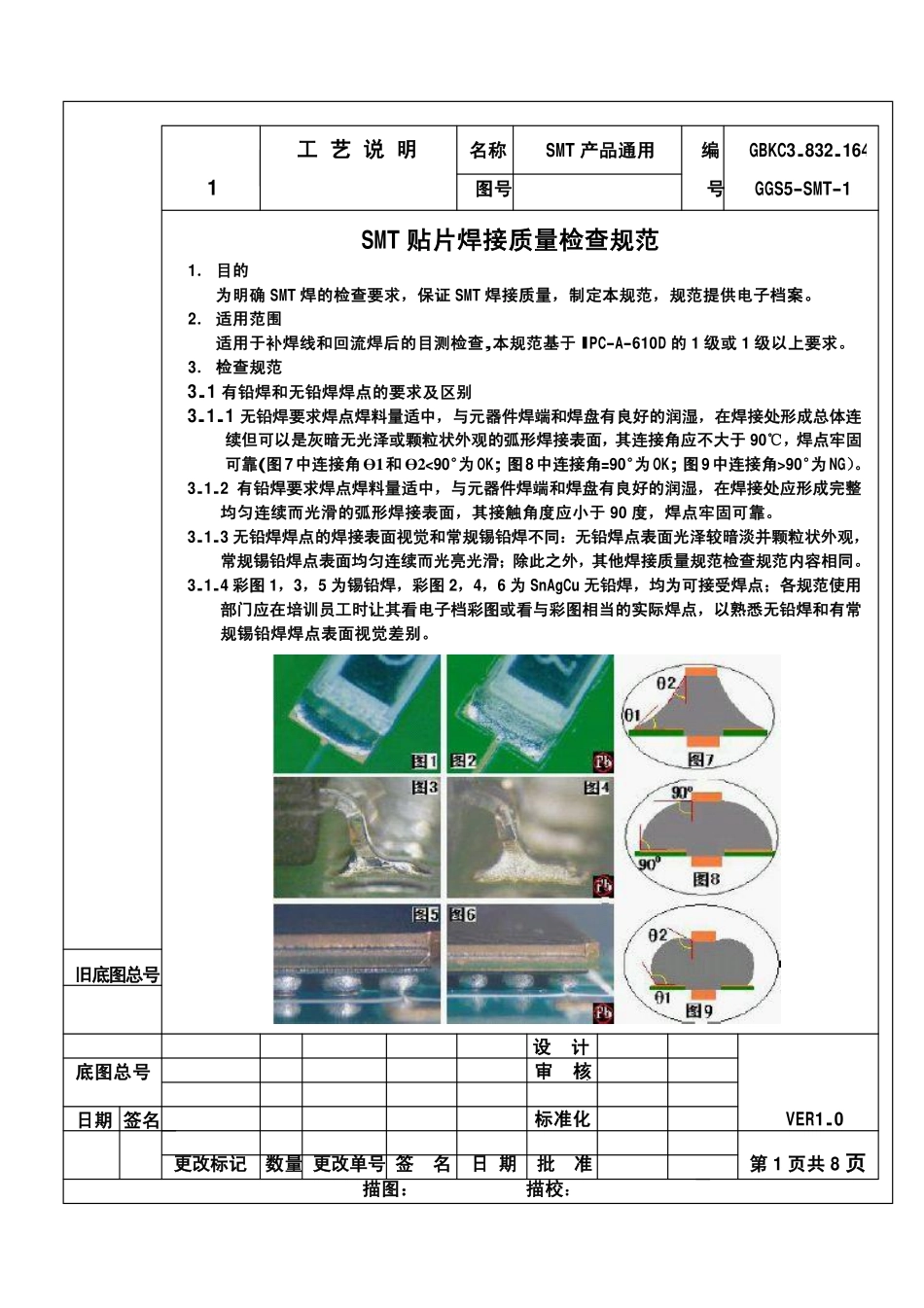
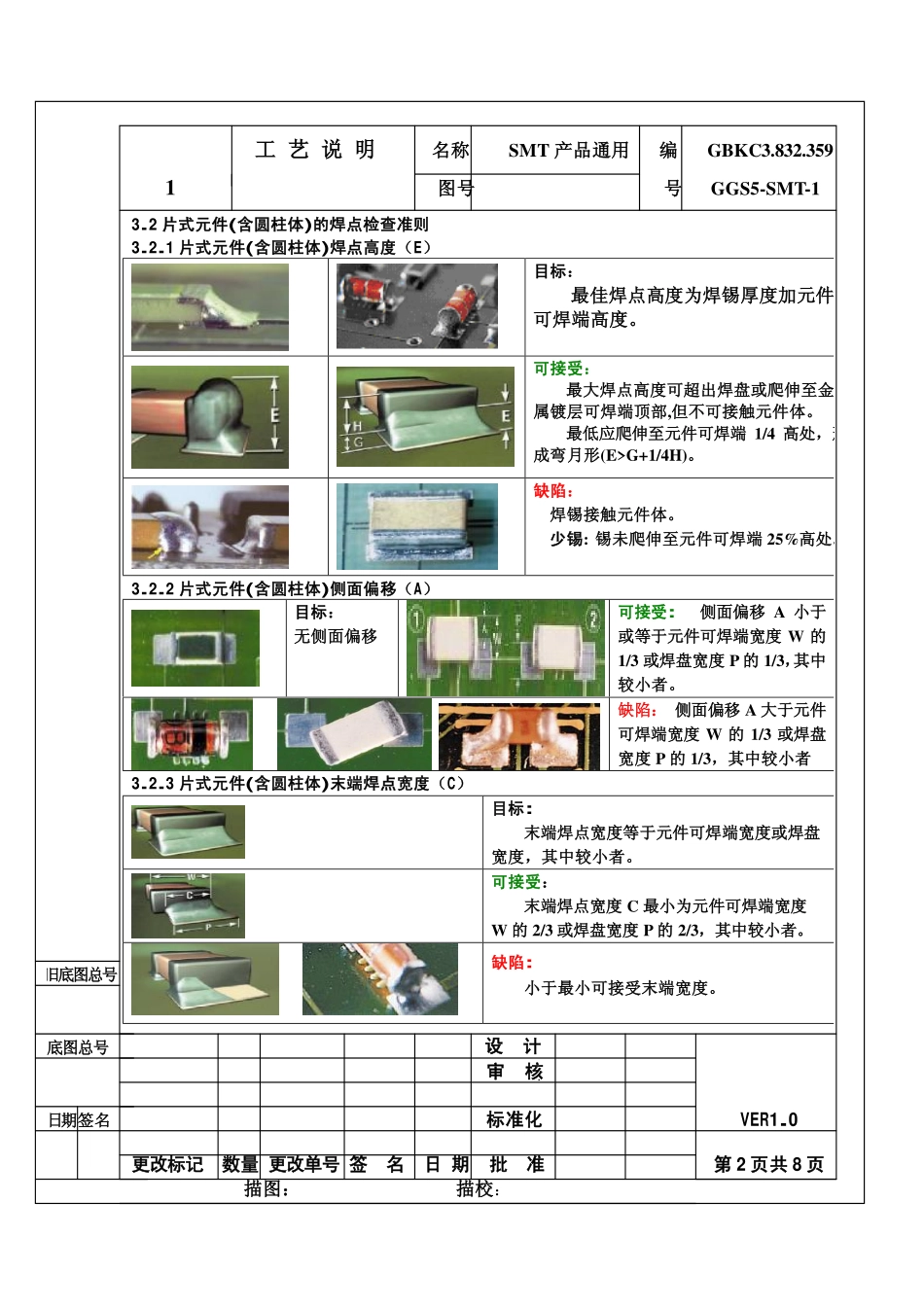
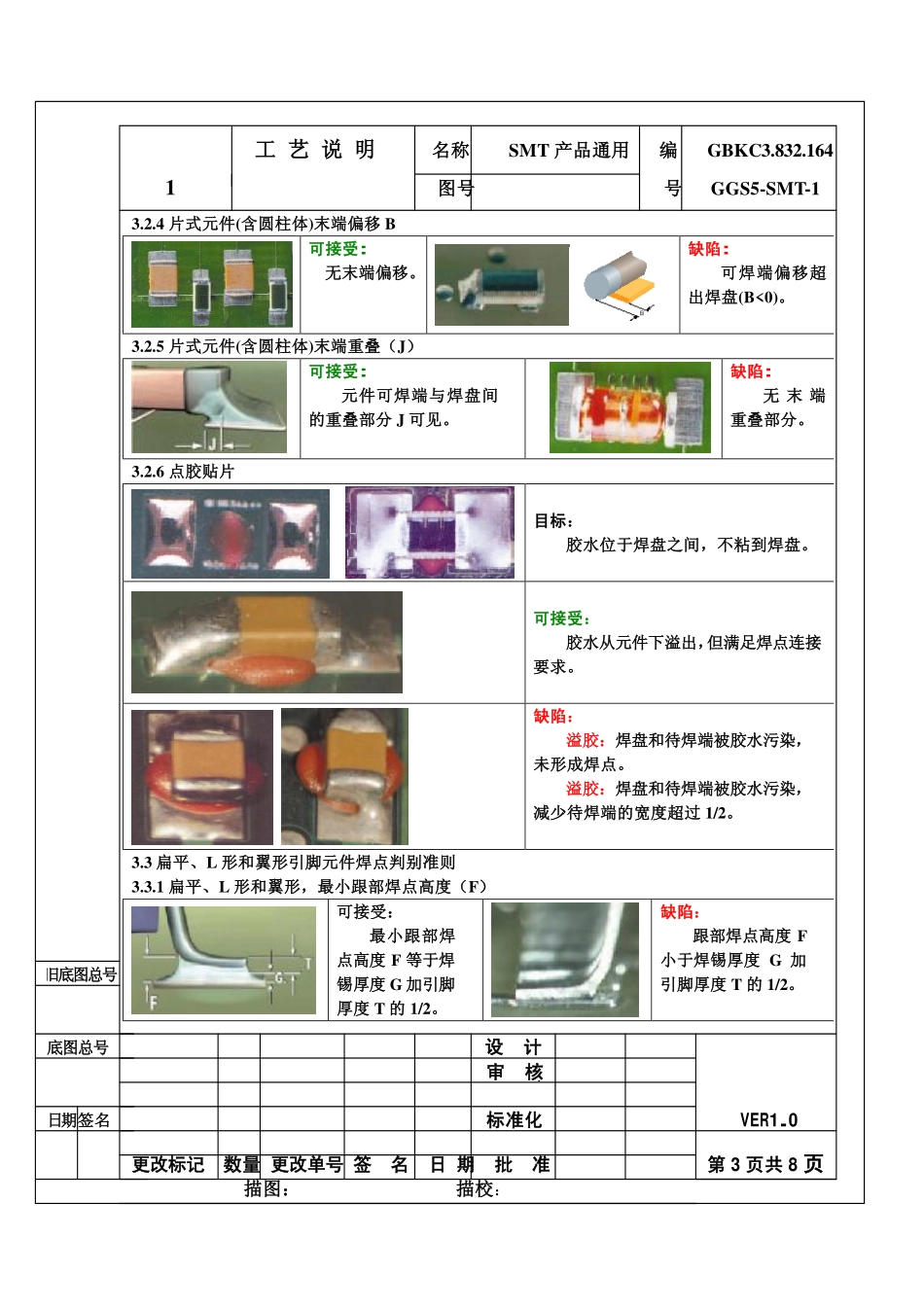
旧底图总号底图总号日期签名描图:描校:工艺说明名称SMT产品通用编GBKC3.832.1641图号号GGS5-SMT-1SMT贴片焊接质量检查规范1.目的为明确SMT焊的检查要求,保证SMT焊接质量,制定本规范,规范提供电子档案。2.适用范围适用于补焊线和回流焊后的目测检查,本规范基于IPC-A-610D的1级或1级以上要求。3.检查规范3.1有铅焊和无铅焊焊点的要求及区别3.1.1无铅焊要求焊点焊料量适中,与元器件焊端和焊盘有良好的润湿,在焊接处形成总体连续但可以是灰暗无光泽或颗粒状外观的弧形焊接表面,其连接角应不大于90℃,焊点牢固可靠(图7中连接角Ө1和Ө2<90°为OK;图8中连接角=90°为OK;图9中连接角>90°为NG)。3.1.2有铅焊要求焊点焊料量适中,与元器件焊端和焊盘有良好的润湿,在焊接处应形成完整均匀连续而光滑的弧形焊接表面,其接触角度应小于90度,焊点牢固可靠。3.1.3无铅焊焊点的焊接表面视觉和常规锡铅焊不同:无铅焊点表面光泽较暗淡并颗粒状外观,常规锡铅焊点表面均匀连续而光亮光滑;除此之外,其他焊接质量规范检查规范内容相同。3.1.4彩图1,3,5为锡铅焊,彩图2,4,6为SnAgCu无铅焊,均为可接受焊点;各规范使用部门应在培训员工时让其看电子档彩图或看与彩图相当的实际焊点,以熟悉无铅焊和有常规锡铅焊焊点表面视觉差别。设计审核标准化VER1.0更改标记数量更改单号签名日期批准第1页共8页旧底图总号底图总号日期签名描图:描校:工艺说明名称SMT产品通用编GBKC3.832.3591图号号GGS5-SMT-13.2片式元件(含圆柱体)的焊点检查准则3.2.1片式元件(含圆柱体)焊点高度(E)目标:最佳焊点高度为焊锡厚度加元件可焊端高度。可接受:最大焊点高度可超出焊盘或爬伸至金属镀层可焊端顶部,但不可接触元件体。最低应爬伸至元件可焊端1/4高处,形成弯月形(E>G+1/4H)。缺陷:焊锡接触元件体。少锡:锡未爬伸至元件可焊端25%高处。3.2.2片式元件(含圆柱体)侧面偏移(A)目标:无侧面偏移可接受:侧面偏移A小于或等于元件可焊端宽度W的1/3或焊盘宽度P的1/3,其中较小者。缺陷:侧面偏移A大于元件可焊端宽度W的1/3或焊盘宽度P的1/3,其中较小者3.2.3片式元件(含圆柱体)末端焊点宽度(C)目标:末端焊点宽度等于元件可焊端宽度或焊盘宽度,其中较小者。可接受:末端焊点宽度C最小为元件可焊端宽度W的2/3或焊盘宽度P的2/3,其中较小者。缺陷:小于最小可接受末端宽度。设计审核标准化VER1.0更改标记数量更改单号签名日期批准第2页共8页旧底图总号底图总号日期签名描图:描校:工艺说明名称SMT产品通用编GBKC3.832.1641图号号GGS5-SMT-13.2.4片式元件(含圆柱体)末端偏移B可接受:无末端偏移。缺陷:可焊端偏移超出焊盘(B<0)。3.2.5片式元件(含圆柱体)末端重叠(J)可接受:元件可焊端与焊盘间的重叠部分J可见。缺陷:无末端重叠部分。3.2.6点胶贴片目标:胶水位于焊盘之间,不粘到焊盘。可接受:胶水从元件下溢出,但满足焊点连接要求。缺陷:溢胶:焊盘和待焊端被胶水污染,未形成焊点。溢胶:焊盘和待焊端被胶水污染,减少待焊端的宽度超过1/2。3.3扁平、L形和翼形引脚元件焊点判别准则3.3.1扁平、L形和翼形,最小跟部焊点高度(F)可接受:最小跟部焊点高度F等于焊锡厚度G加引脚厚度T的1/2。缺陷:跟部焊点高度F小于焊锡厚度G加引脚厚度T的1/2。设计审核标准化VER1.0更改标记数量更改单号签名日期批准第3页共8页旧底图总号底图总号日期签名描图:描校:工艺说明名称SMT产品通用编GBKC3.832.1641图号号GGS5-SMT-13.3.2扁平、L形和翼形引脚元件,最大跟部焊点高度(E)目标:跟部焊点爬伸至引脚上弯折处。可接受:高引脚外形的器件(引脚位于元件体的中上部,如QFP,SQL等),焊锡可爬伸至、但不可接触元件体或末端封装。可接受:低引脚外形的器件(引脚位于或接近于元件体的中下部,如SOIC,SOT等),焊锡可爬伸至封装或元件体下。缺陷:焊锡接触高引脚外形元件体或末端封装。3.3.3扁平、L形和翼形引脚元件,侧面偏移(A)目标:无侧面偏移可接受:最大侧面偏移A不大于引脚宽度W的1/3或0.5毫米,其中较小者。缺陷:侧面偏移A大于引脚宽度W的1/3或0.5毫米,其中较小者。3.3.4扁平、L形和翼形引脚元件,最小...