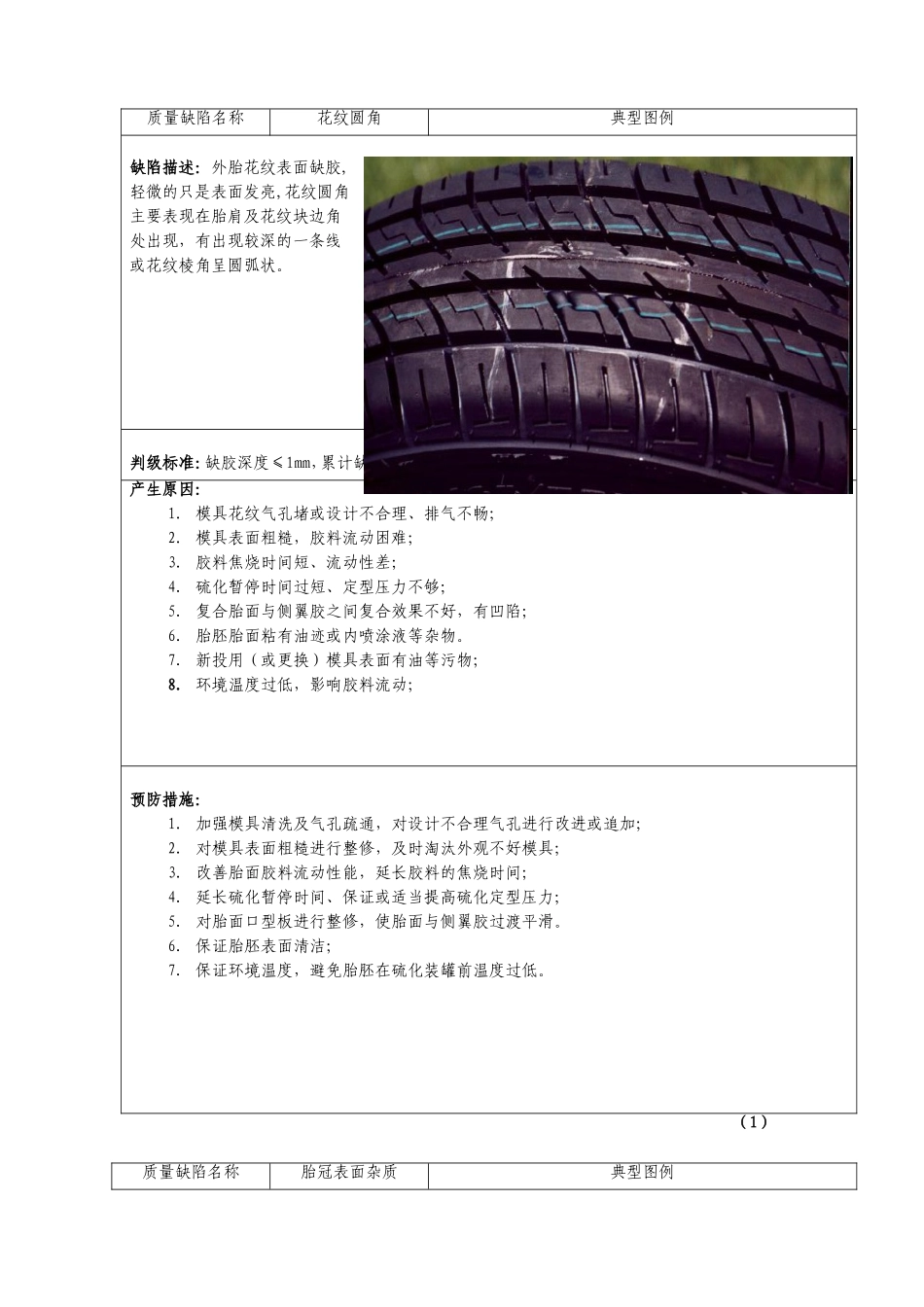
质量缺陷名称花纹圆角典型图例缺陷描述:外胎花纹表面缺胶,轻微的只是表面发亮,花纹圆角主要表现在胎肩及花纹块边角处出现,有出现较深的一条线或花纹棱角呈圆弧状
判级标准:缺胶深度≤1mm,累计缺陷长度≤1/6周,可在打磨返工后,判合格品,超出标准判次品
产生原因:1
模具花纹气孔堵或设计不合理、排气不畅;2
模具表面粗糙,胶料流动困难;3
胶料焦烧时间短、流动性差;4
硫化暂停时间过短、定型压力不够;5
复合胎面与侧翼胶之间复合效果不好,有凹陷;6
胎胚胎面粘有油迹或内喷涂液等杂物
新投用(或更换)模具表面有油等污物;8
环境温度过低,影响胶料流动;预防措施:1
加强模具清洗及气孔疏通,对设计不合理气孔进行改进或追加;2
对模具表面粗糙进行整修,及时淘汰外观不好模具;3
改善胎面胶料流动性能,延长胶料的焦烧时间;4
延长硫化暂停时间、保证或适当提高硫化定型压力;5
对胎面口型板进行整修,使胎面与侧翼胶过渡平滑
保证胎胚表面清洁;7
保证环境温度,避免胎胚在硫化装罐前温度过低
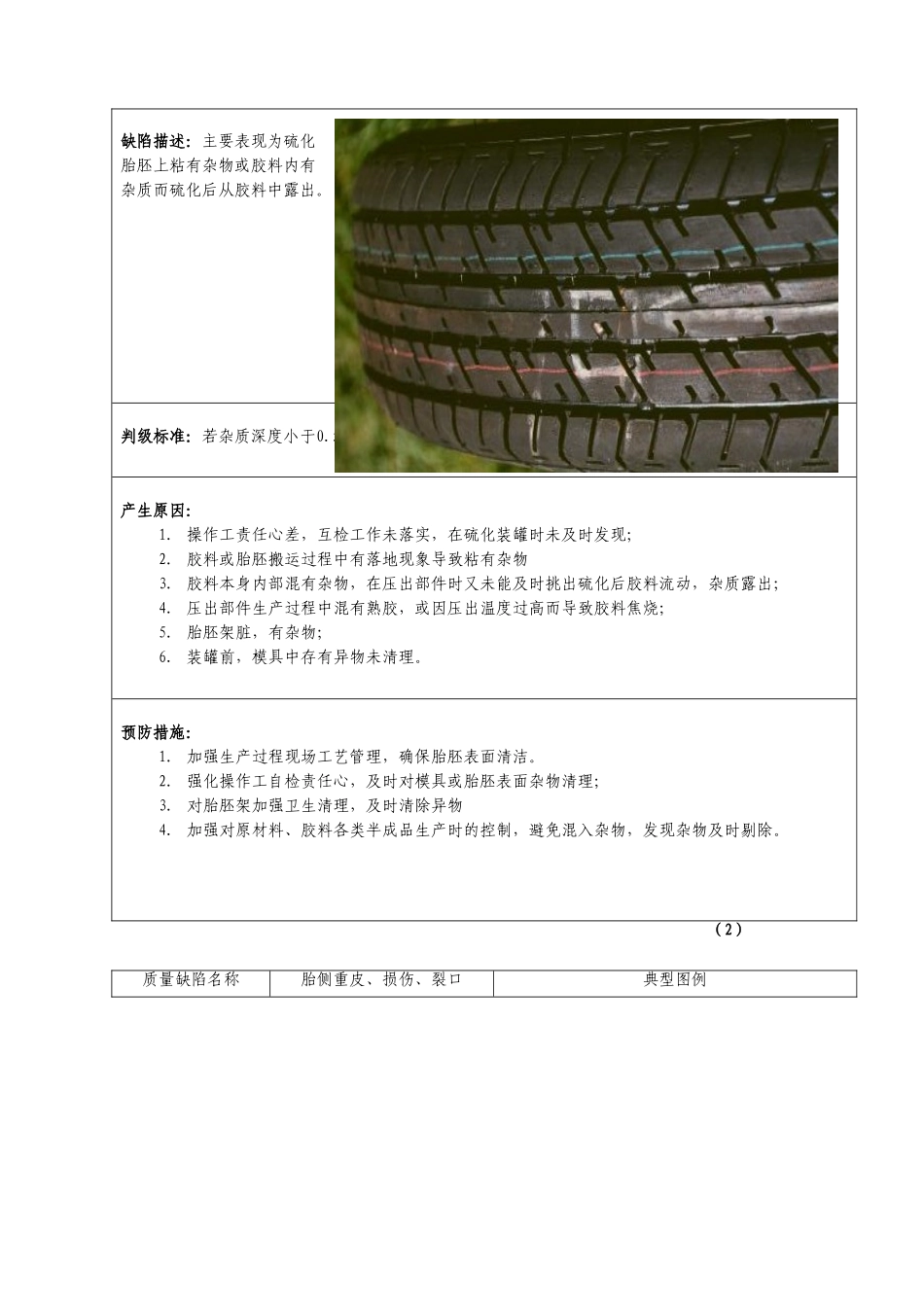
(1)质量缺陷名称胎冠表面杂质典型图例缺陷描述:主要表现为硫化胎胚上粘有杂物或胶料内有杂质而硫化后从胶料中露出
判级标准:若杂质深度小于0
5mm且不多于2处,返工打磨后可判为合格品,超出此标准判为次品
产生原因:1
操作工责任心差,互检工作未落实,在硫化装罐时未及时发现;2
胶料或胎胚搬运过程中有落地现象导致粘有杂物3
胶料本身内部混有杂物,在压出部件时又未能及时挑出硫化后胶料流动,杂质露出;4
压出部件生产过程中混有熟胶,或因压出温度过高而导致胶料焦烧;5
胎胚架脏,有杂物;6
装罐前,模具中存有异物未清理
预防措施:1
加强生产过程现场工艺管理,确保胎胚表面清洁
强化操作工自检责任心,及时对模具或胎胚表面杂物清理;3
对胎胚架加强卫生清理,及时清除异物4
加强对原材料、胶料各类半成品生产时