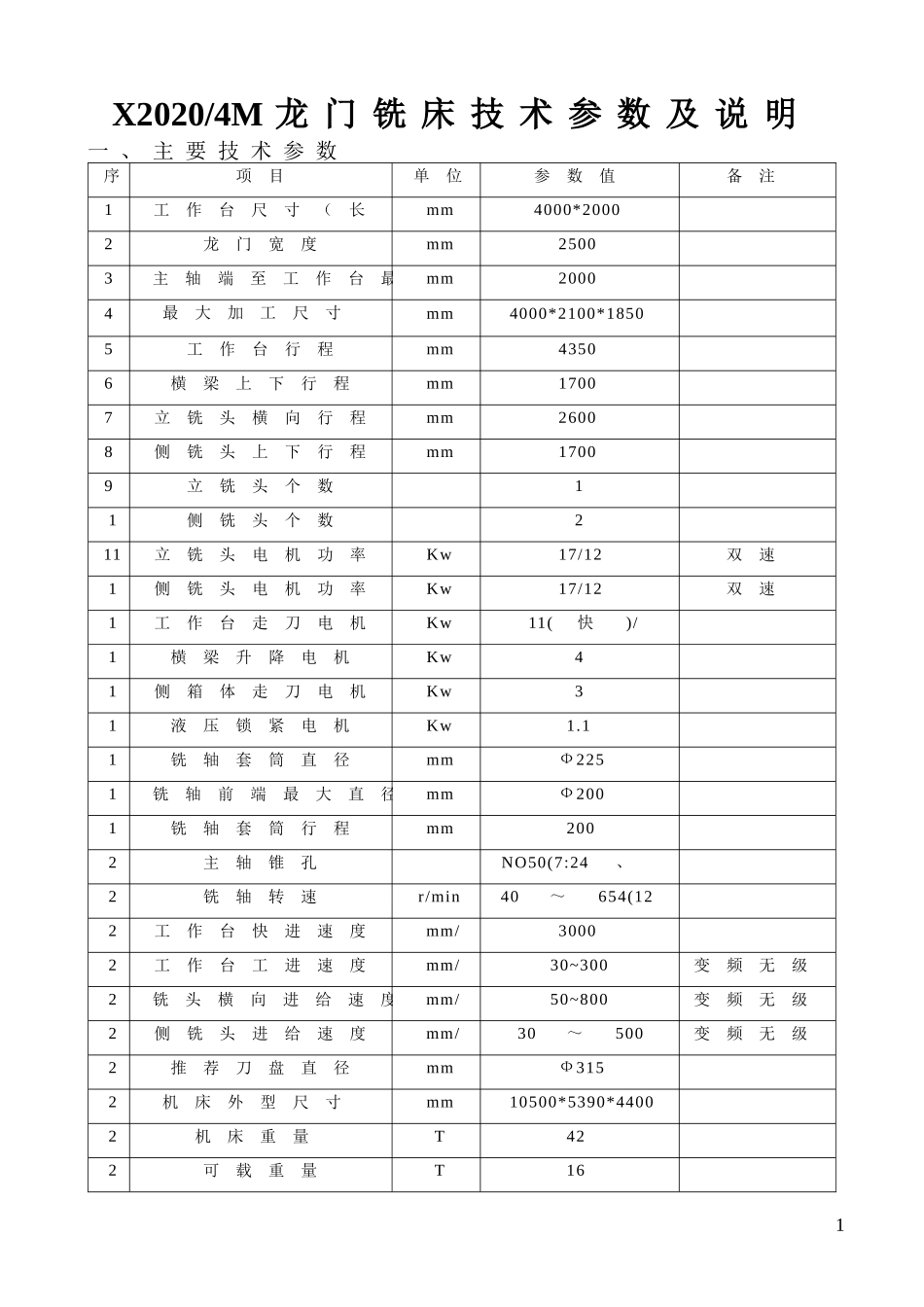
X2020/4M龙门铣床技术参数及说明一、主要技术参数序项目单位参数值备注1工作台尺寸(长*宽)mm4000*20002龙门宽度mm25003主轴端至工作台最大距离mm20004最大加工尺寸(长*宽*mm4000*2100*18505工作台行程mm43506横梁上下行程mm17007立铣头横向行程mm26008侧铣头上下行程mm17009立铣头个数110侧铣头个数211立铣头电机功率Kw17/12双速12侧铣头电机功率Kw17/12双速13工作台走刀电机Kw11(快)/4(慢)14横梁升降电机Kw415侧箱体走刀电机Kw316液压锁紧电机Kw1
117铣轴套筒直径mmФ22518铣轴前端最大直径mmФ20019铣轴套筒行程mm20020主轴锥孔NO50(7:24、Ф69
85)21铣轴转速r/min40~654(12级)22工作台快进速度mm/min300023工作台工进速度mm/min30~300变频无级24铣头横向进给速度mm/min50~800变频无级25侧铣头进给速度mm/min30~500变频无级26推荐刀盘直径mmФ31527机床外型尺寸(长*宽*mm10500*5390*440028机床重量(约)T4229可载重量T161二、技术设计说明1.机床设计性能特点①.横梁及立铣头带有全自动机械压紧,液压放松功能
自动化程度较高
②.铣头设有内置飞轮,切削比较平稳
③.立铣头在横梁上的移动、侧铣头在立柱上上下移动、工作台工作进给均采用变频无级调速,有利于选取合理的切削参数,使用较方便
④.工作台采用耐磨贴塑导轨新技术,可减少床身导轨的磨损
⑤.工作台采用丝杆传动,运动较平稳
⑥.工作台丝杆采用浸油润滑,工作台导轨采用专用润滑泵润滑,铣头采用独立柱塞泵润滑,横梁立柱导轨及横梁立柱丝杆采用电动间隙泵润滑,侧滑座导轨采用手动泵润滑,整机具有良好的减磨润滑性能
⑦.床身及横梁